 filters")
In the daily operation and maintenance of cleanrooms, pharmaceutical plants, or semiconductor manufacturing workshops, we often hear the following advice: high-efficiency particulate air (HEPA) filters should not be used for extended periods in environments with relative humidity exceeding 85%.
To many laypeople, this may seem like just a dry parameter limit, but it hides a dual crisis in materials science and microbiology. Today, we'll delve into why this "85%" red line is so important, and how moisture gradually undermines the defense system of high-efficiency filters.
I. The "Incompatibility" of Fiberglass Filter Paper
The core component of a high-efficiency particulate air (HEPA) filter is typically ultrafine glass fiber filter media. This material is able to capture particles as small as 0.3 micrometers or even smaller because it possesses an extremely complex interwoven structure and electrostatic adsorption capabilities.
However, glass fiber has a fatal weakness—hydrophilic embrittlement.
Geometrical attenuation of strength: Fiberglass filter paper possesses extremely high mechanical strength when dry, capable of withstanding the impact of airflow. However, once ambient humidity spikes, water molecules rapidly penetrate the gaps between the fibers. This not only disrupts the bonding between fibers but also causes the supporting framework to soften due to moisture. Under high humidity and high pressure conditions, the filter paper is highly susceptible to deformation, collapse, and even perforation. Once the filter paper structure is damaged, its supposed "high efficiency" vanishes, and unfiltered dirty air will leak directly into the clean area.
A vicious cycle of air resistance: In high humidity environments, moisture in the air condenses on the filter paper, increasing the weight of the filter material and blocking airflow channels. This causes a sharp increase in pressure drop. To maintain airflow, the fan has to operate at higher power, which not only increases energy consumption but also accelerates the physical fatigue of the filter paper and shortens the lifespan of the equipment.
II. A "breeding ground" for microbial growth
If the damage that moisture inflicts on physical structures is a "hard kill," then the risk of microbial growth brought about by high humidity is a "soft kill," and the consequences are often more insidious and severe.
In spaces with relative humidity exceeding 85%, the air is nearly saturated with water vapor. For high-efficiency filters, this is tantamount to providing a perfect petri dish for microorganisms such as bacteria and mold.

Nutrient formation: Dust particles intercepted by high-efficiency filters absorb moisture in high-humidity environments, leading to the accumulation of organic matter. This accumulation, combined with moisture, becomes an excellent "food" for the proliferation of microorganisms.
Secondary contamination outbreaks: Once microorganisms colonize and multiply deep within the filter, they produce metabolic byproducts (such as endotoxins) and bacterial debris. As airflow passes through, these biological contaminants can penetrate the filter or detach from its surface, causing severe secondary contamination. In the pharmaceutical industry (Pharma Air Filters) or hospital operating room (Operating Room Ceiling Systems), this contamination is absolutely intolerable, directly threatening drug safety and patient health.
III. Searching for "Special Forces" in High Humidity Environments
Since ordinary HEPA filters are so fragile in high humidity environments, how should we deal with situations where we need to handle high humidity air (such as some industrial exhaust or special laboratories)?
Based on industry experience, we need to find alternative solutions:
Metal/Ceramic Filters: In extreme operating conditions with extremely high temperatures or humidity, traditional fiberglass must give way to metal mesh air filters or ceramic fibers, although this is more expensive, it avoids the risk of hydrolysis.
High-temperature and high-humidity resistant filter media: Some special processes use filter paper coated with polytetrafluoroethylene (PTFE) or synthetic fiber filter media. These materials are extremely chemically stable, do not absorb water or mold, and although their initial efficiency may be slightly lower than that of glass fiber, their stability in harsh environments far exceeds that of the latter.
Strict pre-treatment: The most fundamental solution remains "prevention is better than cure." Before air enters the HEPA filter, it must undergo deep dehumidification and pre-filtration by an air handling unit (AHU system) to ensure that the air entering the terminal HEPA filter is at a suitable temperature and is dry and clean.
In conclusion, the 85% humidity red line is not unfounded, but rather a no-go zone jointly defined by the physical limits of the strength of fiberglass filter paper and the safety baseline for microbial control.
As guardians of cleanrooms, we must never overlook the profound impact of environmental parameters on filter media during selection and maintenance. Only by using the right products in the right environment can we ensure the absolute safety of the clean space.
In the precision manufacturing of semiconductors, Chemical Mechanical Polishing (CMP) is a core technology for the global planarization of wafer surfaces. CMP achieves nanometer-level flatness of wafer surfaces through the synergistic effect of chemical etching and mechanical polishing. As the core medium in this process, slurry performance directly determines the surface flatness of wafers and device yield.
Chemical components in slurry mainly include oxidizing agents (most commonly H₂O₂), nano-abrasives (SiO₂, Al₂O₃, CeO₂, etc.), complexing agents, corrosion inhibitors, pH adjusters, and others. With the continuous advancement of process nodes, the application frequency of the CMP process in overall manufacturing has increased significantly, accompanied by a sharp rise in chemical consumption and extremely high purity requirements.
Accordingly, the selection of packaging and delivery materials for chemicals is critical.
BSL (Baoshili) Ultra-Clean Solutions include high-end products such as Ultra-Clean PFA Tube, Ultra-Clean PFA Connector, Ultra-Clean HDPE Drum and Cleanroom Wiper, which effectively guarantee the purity of slurry. Except for the Cleanroom Wiper, the other three products share two key advantages: an extremely low metal ion precipitation rate and excellent chemical corrosion resistance, covering multiple links of chemical delivery, distribution, storage and transportation in the CMP process.

1. Delivery Process
In addition, slurry in the CMP process is usually acidic or alkaline, making metal impurities highly prone to chemical reactions that impair chemical performance. Through independently developed innovative processes, BSL controls the metal ion precipitation of its products to an extremely low level.

2. Distribution Process
In the CMP distribution system, slurry is transferred from storage tanks to polishing tools and distributed onto wafer surfaces. Dead spaces in chemical pipelines and connectors can easily cause nano-particles in slurry to deposit and form "dead zones", leading to particle agglomeration and eventually scratches on wafer surfaces during polishing.
With a smooth inner wall that prevents scaling and residue buildup, BSL Ultra-Clean PFA Connector achieves seamless docking and tight sealing with Ultra-Clean PFA Tube, constructing a complete, high-tightness slurry delivery system.
3. Storage Process
The core risk in slurry storage comes from residual metal catalysts in packaging materials. Oxidizing agents represented by H₂O₂ are highly oxidative. Trace amounts of transition metals (e.g., iron, copper, nickel) in HDPE drum walls can catalyze the decomposition of H₂O₂ into oxygen and water, causing container bulging or even rupture, as well as invalidation of slurry concentration.
BSL’s independently developed ultra-clean blow molding process realizes full-chain process control in production, ensuring the inner wall of the drum meets the G5 high-purity standard. For strong alkaline solutions commonly used in CMP, the Ultra-Clean HDPE Drum effectively inhibits the penetration of alkaline liquids into the polymer matrix, maintaining stable purity after long-term storage. The drum body will not swell, decompose or precipitate impurities during prolonged storage.
4. Maintenance Process
In cleanroom environments, routine cleaning and maintenance of CMP tools, pipeline systems and storage containers are essential. BSL Cleanroom Wiper delivers excellent cleaning performance with high wiping efficiency and no fiber shedding, meeting the wiping requirements for mechanical maintenance and environmental cleaning in cleanrooms.
In the CMP process, contamination at any stage — from slurry delivery pipelines and distribution connectors to storage drums and cleaning wipes — can directly impact wafer yield. Targeting the practical needs of the CMP process, BSL has built an ultra-clean solution covering the four core links of delivery, distribution, storage and cleaning maintenance. Meanwhile, as semiconductor process nodes continue to evolve, BSL will keep enhancing its independent R&D capabilities, develop more advanced consumable products for semiconductor manufacturing, and contribute to the development of the industry.
PwC recently released Semiconductors and the Future: 2026 Global Semiconductor Industry Outlook (hereinafter referred to as “the Report”). The Report systematically analyzes demand, supply, and future technology trends in the global semiconductor industry. It forecasts that the global semiconductor market size will surpass $1 trillion by 2030, with a compound annual growth rate (CAGR) of 8.6%. Driven by artificial intelligence, automotive electrification, industrial automation, and other megatrends, the semiconductor industry is undergoing profound transformation, while raising higher requirements for upstream materials, chemical delivery, and clean consumables.
As a leading domestic supplier of ultra-clean products, BSL (Baoshili) has long focused on advanced semiconductor manufacturing, committed to providing high-purity chemical delivery and clean wiping solutions for wafer fabs. This article interprets how BSL seizes industrial growth opportunities through innovative products and full-chain services, combined with the core insights of the Report.
01 Trillion-Dollar Market Drives Synchronous Upgrading of Chemical Demand
Data from the Report shows that servers & networking, automotive, and industrial applications will become the fastest-growing end markets, with projected CAGRs of 11.6%, 10.7%, and 8.8% respectively from 2024 to 2030. Expansion in these end markets will directly drive demand growth for electronic-grade chemicals (e.g., photoresists, etchants, cleaning agents, etc.), further boosting the market size of chemical packaging and delivery systems.
Among them, Ultra-Clean PFA Tube meets the delivery needs of electronic-grade chemicals in key process steps such as wafer cleaning and etching. Ultra-Clean HDPE Drum — a leading domestic G5‑grade product — is used for the storage and transportation of high-purity chemicals, with its 200L model now under customer validation, providing pure packaging support for high-end processes. With the continuous expansion of semiconductor capacity, BSL’s product portfolio is precisely positioned in the incremental market.
02 Technological Iteration: Purity and Delivery Precision Become Critical
The Report points out that semiconductor technology is evolving toward advanced processes (below 7nm), wide-bandgap semiconductor materials (SiC/GaN), 3D packaging, and chiplet architectures. These technologies impose extremely stringent requirements on chemical purity, delivery stability, and cleanliness — any micron-level particles or extractables can reduce wafer yield and increase manufacturing costs.
BSL’s Ultra-Clean PFA Tube meets the strict demands of advanced processes, achieving ppt-level metal extractable control during delivery to ensure stable chemical quality. Ultra-Clean PFA Connectors work with Ultra-Clean PFA Tubes to build a highly sealed delivery system, effectively preventing secondary contamination.
03 Supply Chain Resilience Grows Prominent; Independent Technologies Consolidate Security Foundation
Against the backdrop of geopolitics and regionalized production, supply chain resilience and security have become core concerns for semiconductor enterprises. The Report notes that countries are increasing investment in local manufacturing. Even chemical packaging materials — a segment in the upstream supply chain of the semiconductor industry — are facing higher requirements in terms of safety, timeliness, and compliance.
BSL’s technological core stems from in-depth control over material properties, production processes, and manufacturing environments. From environmental control in dust-free workshops to precision testing before packaging, BSL establishes strict purity standards at every step, ensuring extremely low extractables and zero secondary contamination when products contact high-purity chemicals. Amid the ongoing supply chain restructuring, technological independence has become a key factor for more wafer fabs and chemical material suppliers to choose BSL.
04 Forward-looking Layout: Embracing Future Application Scenarios
The Report analyzes and forecasts innovative semiconductor-related technologies beyond 2030, including artificial intelligence, quantum computing, brain-computer interfaces, humanoid robots, and more. These cutting-edge fields will drive demand for specialty chemicals, such as material delivery in cryogenic environments, ultra-high-precision micro-dosing, and biocompatible packaging.
BSL is not resting on its existing product portfolio, but continuing to invest in R&D to develop chemical protection solutions adapted for next-generation semiconductor technologies. As the global semiconductor market moves toward a trillion-dollar scale, BSL will further deepen technological innovation, and work with industry partners to shape the future of clean semiconductor manufacturing with reliable products and services.
How often should you check your water pump?
You should check your water pump every few months. Regular checks help you spot issues early and keep your system running smoothly.
What signs show your well needs maintenance?
You may see cloudy water, hear strange noises, or notice low pressure. These signs mean your well needs maintenance soon.
Can you fix a well problem yourself?
You can handle simple tasks like checking power or cleaning filters. For electrical issues or repeated failures, you should call a professional.
Here is the rewritten article in English, integrating the technical troubleshooting steps with the specific contexts of DC water pumps and manual water bottle pumps.
Water Pump Troubleshooting & Safety Guide: From DC to Manual Systems
When a water pump fails, rapid response is essential to prevent property damage, such as flooding or structural issues. Whether you are managing an industrial DC water pump or a simple household manual water bottle pump, mastering these troubleshooting basics can save you time and expensive repair costs.
Key Takeaways
-
Power First: Always verify the energy source (electricity or physical seal).
-
Clear Blockages: Inspect pipes and intakes for debris to maintain flow.
-
Listen Closely: Unusual noises are the first warning signs of mechanical failure.
Step-by-Step Troubleshooting Guide
1. Verify the Power or Vacuum Source
For a DC water pump, start by checking the battery or DC power adapter.
-
Use a multimeter to ensure the correct voltage is reaching the motor.
-
Check for loose wiring or burnt connectors in the control panel.
-
Note: For a manual water bottle pump, the "power" is the vacuum seal. If the pump feels "light" or fails to draw water, check if the pump head is securely tightened onto the bottle neck.
2. Inspect for Leaks and Blockages
Leaks drop system pressure, while blockages can burn out motors.
-
DC Water Pump: Look for wet spots or rust around seals. Even a tiny air leak on the suction side can prevent a centrifugal DC pump from priming.
-
Manual Water Bottle Pump: Inspect the plastic suction tubes. If they are cracked or not pushed firmly together, the pump will suck air instead of water. Ensure the tip is not resting flat against the bottom of the bottle, which can block flow.
3. Diagnose Mechanical Noises
-
Grinding/Screaming: Usually indicates worn bearings in a DC water pump or debris trapped in the impeller.
-
Thumping: May indicate a loose component or a failing check valve.
-
Hissing: In manual pumps, this often means air is escaping through a faulty bellows or seal.
Quick Reference: Problems & Solutions
| Problem | Likely Cause | Action Required | Professional Needed? |
| No Flow (Electric) | Blown fuse or reversed polarity on DC water pump | Check breaker; verify +/- wiring | No (DIY-friendly) |
| No Flow (Manual) | Air leak in the manual water bottle pump seal | Re-seat the pump on the bottle | No |
| Low Pressure | Clogged intake filter or sediment buildup | Clean filters and flush the lines | No |
| Short Cycling | Malfunctioning check valve or pressure tank | Inspect valve; check tank air pre-charge | Yes (if persistent) |

Specific Maintenance Tips
For DC Water Pumps
These are common in RVs, solar setups, and cooling systems.
-
Avoid Dry Running: Most DC pumps rely on the pumped fluid for cooling; running them dry can melt internal seals in seconds.
-
Voltage Consistency: Ensure your power source matches the pump’s rating (e.g., 12V vs 24V) to prevent motor burnout.
For Manual Water Bottle Pumps
Commonly used for office water dispensers or camping.
-
Sanitization: Because these involve direct contact with drinking water, disassemble and sanitize the tubes monthly to prevent biofilm and mold.
-
Check the Diaphragm: If the pump loses "springiness," the internal bellows may be fatigued and require replacement.
When to Call a Professional
While DIY fixes work for most minor issues, contact a technician if you encounter:
-
Electrical Smells: Any smoke or "ozone" smell coming from a DC water pump controller.
-
Persistent Flooding: If leaks continue after tightening fittings, the internal housing may be cracked.
-
Contaminated Water: If the water remains cloudy or foul-smelling after cleaning the pump and filters.
Pro Tip: Keep a maintenance log. Tracking when you last cleaned your manual water bottle pump or checked the brushes on your DC water pump can help you prevent failures before they happen.
If you would like to learn more, please visit our website: www.fzwatersystem.com
Contact more customers, there will always be a lot of questions, such as a user asked, ferrite magnet can be saved for how long? Does oxidation of ferrite affect its properties?

Today I will reply to these two questions.
Ferrite, also known as permanent magnet ferrite, chemically known as ferric oxide, is already an oxide of iron, and it is difficult to be oxidized again. For the magnetic ring, its characteristics are long-term, there will be no deterioration, but put for a long time, there will be residue on the surface - some powder, this is a normal phenomenon, does not hinder its characteristics.
As we all know, ferrite magnet is made of a variety of magnetic materials, so put for a long time, the magnet will appear powder, which is what we say in the industry oxidation, but this does not affect its magnetic properties and impedance characteristics. The magnet will also be easy to oxidize when it encounters moisture, especially in wet weather. If the magnetic ring of the packaging is not sealed well and the moisture runs into the carton, it will also lead to oxidation of the magnetic ring.
Many people will ask, the magnet in production is not through water to clean the surface? How can also be afraid of water, of course, the magnetic ring is through the water to wash off the dirty surface, but after cleaning, the magnet to enter the oven to dry water, so just made of the magnet, not oxidation, and just washed out of the magnetic ring appearance, shiny!

Contact more customers, there will always be a lot of questions, such as a user asked, ferrite magnet can be saved for how long? Does oxidation of ferrite affect its properties?
Today I will reply to these two questions.
Ferrite, also known as permanent magnet ferrite, chemically known as ferric oxide, is already an oxide of iron, and it is difficult to be oxidized again. For the magnetic ring, its characteristics are long-term, there will be no deterioration, but put for a long time, there will be residue on the surface - some powder, this is a normal phenomenon, does not hinder its characteristics.
As we all know, ferrite magnet is made of a variety of magnetic materials, so put for a long time, the magnet will appear powder, which is what we say in the industry oxidation, but this does not affect its magnetic properties and impedance characteristics. The magnet will also be easy to oxidize when it encounters moisture, especially in wet weather. If the magnetic ring of the packaging is not sealed well and the moisture runs into the carton, it will also lead to oxidation of the magnetic ring.
Many people will ask, the magnet in production is not through water to clean the surface? How can also be afraid of water, of course, the magnetic ring is through the water to wash off the dirty surface, but after cleaning, the magnet to enter the oven to dry water, so just made of the magnet, not oxidation, and just washed out of the magnetic ring appearance, shiny!
To standardize the production and quality control of domestic semiconductor-grade PFA tubing and enhance the independent and controllable capabilities of the industrial chain, the Group Standard for "Semiconductor-Grade Fusible Polytetrafluoroethylene (PFA) Tubing" (hereinafter referred to as the "Standard") has been officially released. Organized by the China National Petroleum and Chemical Industry Federation, led by Baoshili in drafting, and jointly participated by more than 20 enterprises, the Standard took nearly two years of compilation and discussion. It will be formally implemented on December 11, 2025.
I. Filling the Gap and Establishing a Unified Standard
In the semiconductor manufacturing process, semiconductor-grade PFA tubing is responsible for transporting various electronic chemicals and ultrapure water. Its cleanliness and reliability are directly related to the yield rate of the final products. However, due to the lack of a unified domestic standard, product quality varies greatly, becoming a potential risk point in production.
II. Comprehensive Transcendence of Indicators Demonstrating the "Hard Power" of "Chinese Standards"
01. Unifying Technical Indicators and Dimensional Specifications
02. Ultra-High Purity Requirements
03. Unifying Measurement Specifications
To address the issue of incomparable data caused by inconsistent measurement methods in the past, this Standard sets strict and detailed regulations on clean environments, soaking conditions, and sample handling, ensuring the consistency and impartiality of test results.
III. Pooling Industrial Consensus to Build a Collaborative Innovation Ecosystem
Before the release of the Standard, upstream and downstream enterprises in the semiconductor industrial chain often faced the dilemma of "multiple specifications and standards" in the production and testing of PFA tubing. This not only increased procurement adaptation costs but also hid yield rate risks due to inconsistent quality judgment bases.
This Standard upgrades the previously scattered corporate specifications into public and consistent industrial consensus. From tubing manufacturers, chip fabrication plants to testing institutions, all now have a criterion for evaluation. This greatly improves the collaboration efficiency and quality reliability of the supply chain.
As the leading drafting unit, Baoshili will take practical actions to promote the wide application of the Standard, accelerate the construction of a high-standard, high-requirement, and high-quality production ecosystem for semiconductor-grade PFA tubing, and contribute to the localization replacement.
If you need to adjust the translation of specific technical terms (other than the four specified ones) or add a summary of the English version, let me know. I can also help you format this English translation into a more standardized document suitable for academic or industrial promotion.
Floor scrubbers are essential cleaning equipment for maintaining hygiene in commercial and industrial spaces such as shopping malls, warehouses, factories, and hospitals. However, when choosing a scrubber, many users are often unsure whether to select a hand-push or a ride-on model. Both types are effective, but they differ in structure, function, and application. Understanding these differences will help you choose the best solution for your cleaning needs.
1. Operation Method
The operator walks behind the machine and controls it manually. It is lightweight, flexible, and easy to maneuver in narrow spaces. Suitable for small to medium areas, it is ideal for places such as offices, restaurants, and small retail stores.
The operator sits on the machine and drives it like a vehicle. It is powered by a larger battery and has higher cleaning efficiency. This type is perfect for large open areas such as warehouses, airports, parking lots, and shopping centers.


2. Cleaning Efficiency
The cleaning width and tank capacity of ride-on scrubbers are significantly larger. A single operator can clean thousands of square meters per hour, saving both time and labor. Hand-push machines, while smaller, offer precision and flexibility for detailed cleaning and corners that larger machines can’t reach.




3. Cost and Maintenance
Hand-push scrubbers are generally more affordable and easier to maintain. Their spare parts, such as brushes and squeegees, are inexpensive and easy to replace. Ride-on scrubbers, though higher in cost, provide better long-term value in large facilities by reducing labor costs and improving cleaning productivity.
4. Comfort and User Experience
Ride-on models are ergonomically designed for comfort, reducing operator fatigue during long cleaning sessions. Hand-push scrubbers require more manual effort, but newer self-propelled designs (like the Pinston 530 model) make pushing much easier and more efficient.
5. Application Scenarios
Hand-Push Scrubber: Small factories, supermarkets, hospitals, hotels, and classrooms.
Ride-On Scrubber: Airports, logistics centers, shopping malls, large workshops, and parking garages.
When selecting between a hand-push and ride-on floor scrubber, the key factors are area size, budget, and usage frequency. If you need flexibility and cost efficiency, choose a hand-push scrubber. If your facility covers a large area and values high productivity, a ride-on scrubber is the best investment.
At Pinston Clean, we provide both types of floor scrubbers with advanced technology and reliable performance, helping you achieve cleaner, safer, and more efficient environments.

PINSIDUN XJ9600 larger automatic double brush ride on floor scrubber,the top-notch
Read More
PINSIDUN XS530B self-propelled hand push floor scrubber is an efficient floor
Read More
The PINSIDUN SA660 semi-automatic floor scrubber adopts red and white industrial design
Read More
Choosing the right ferrite magnets is very important for your project. If you pick the wrong one, your project might not work well. For example, you may need a magnet for a sensor. But you could have problems like the magnet breaking, not enough space, or not enough money. Many people have these problems:
|
Challenge |
Description |
|---|---|
|
Physical Durability |
Ferrite magnets can break if they get too much force. You need to pick the right one. |
|
Size Constraints |
Sometimes, you do not have much space. This can make it hard to use some magnets. |
|
Cost |
You need to find a magnet that does not cost too much. This is important when choosing. |
If you know about these things, you can make better choices. This helps you pick a magnet that works for you.
Why Ferrite Magnets Matter
Project Performance
Ferrite magnets are important in many machines and devices. You can find them in things like motors, speakers, and sensors. These magnets have many good points that make people use them a lot.
Tip: Ferrite magnets give you a good mix of price, strength, and many uses.
Some main benefits are:
-
They do not cost much. Ferrite magnets use cheap materials and are easy to make.
-
They are strong and last a long time. These magnets keep working for years.
-
You can use them in many things. They work in small gadgets and big machines.
|
Benefit |
Description |
|---|---|
|
Affordability |
Ferrite magnets cost less to make than neodymium magnets. This helps save money for many uses. |
|
Durability |
These magnets stay strong for a long time. They keep pulling things with the same force. |
|
Versatility |
Ferrite magnets fit many jobs. You see them in motors, transformers, and speakers. |
|
Environmental Impact |
Making ferrite magnets uses less energy. This is better for the environment than other magnets. |
You need to pick a magnet with the right magnetic power for your project. If you choose the wrong one, your device might not work right. The shape and material of the magnet matter for blocking noise or handling heat. Long cylinder shapes help stop noise. Some ferrite magnets work better when it is hot. Others are good for lower frequencies.
Common Mistakes
People often make mistakes when picking magnets for their projects. These errors can make things work badly or even be unsafe.
-
If you ignore magnet quality, your project may not work well or be safe.
-
Picking the wrong size or shape makes things less efficient.
-
If you forget about magnet strength, your project might fail.
-
Not thinking about temperature resistance can make magnets lose power.
-
Choosing bad suppliers can mean you get weak magnets.
|
Mistake Description |
Implication |
|---|---|
|
Not caring about magnet quality |
Your project may not work well or last long. It could be unsafe. |
|
Picking the wrong size or shape |
Your project will not work as well or be efficient. |
|
Forgetting magnet strength |
Your project might not work or be weak. |
|
Not thinking about temperature resistance |
Magnets can lose power or stop working. |
|
Picking bad suppliers |
You might get weak magnets and bad service. |
You can avoid these problems by learning about ferrite magnets. Pay close attention to things like size, shape, and how strong the magnet is. This helps you choose better and keeps your project safe and working well.
Magnetic Strength
Grades and Measurement
First, you need to know how strong your magnet should be. Magnet strength is measured in Gauss or Tesla. Most ferrite magnets have a strength between 0.2 and 0.45 Tesla. Some bonded polymer types are weaker, from 100 to 200 milliTesla.
You can use different tools to check magnetic strength. Here are some tools and what they do:
|
Tool |
Measurement Unit |
Description |
|---|---|---|
|
Gaussmeter |
Gauss |
This tool shows how strong the magnet is in Gauss. |
|
Teslameter |
Tesla |
This tool measures strong magnets in Tesla. |
|
Hall effect sensor |
N/A |
It finds magnetic fields by making voltage in a wire. |
|
Magnetometer |
N/A |
It checks both the strength and direction of a magnetic field. |
Tip: Always make sure your meter works right by calibrating it. Put the probe flat on the magnet and test a few spots for the best results.
Application Needs
You need to pick the right grade for your project. Ferrite magnets come in grades like Y10, Y25, Y30, and Y35. Higher grades mean the magnet is stronger. Y10, Y25, and Y30 are good for toys and simple electronics. Y35 is much stronger and is used in motors or big machines.
|
Grade |
Magnetic Strength |
Suitable Applications |
|---|---|---|
|
Y10 |
Low |
Toys and other simple products |
|
Y25 |
Medium |
Simple products and basic uses |
|
Y30 |
Medium |
Motors, speakers, and electronics |
|
Y35 |
High |
Motors and machines in factories |
Think about what your project needs before you choose. If you are making a motor or speaker, you may need a Y30 or Y35 magnet. For a toy, Y10 is enough. Picking the right grade helps your device work well and last longer.
Size and Shape

Space Constraints
You should measure the spot for your magnet. Small things like sensors or headphones have little space. Small shapes are best for these. Cylindrical or flat magnets work well here. These shapes fit and do not use much space.
The magnet’s shape changes how the magnetic field spreads. The right shape helps your project work better. Flat magnets give a wide field. Cylindrical magnets focus the field one way. Always check the space before you buy a magnet.
Tip: Use a ruler or caliper to check the area for your magnet. This stops you from getting a magnet that is too big or too small.
-
Small shapes like cylindrical or flat magnets fit in tight spots in electronics and sensors.
-
The shape changes how strong and spread out the field is, which matters for your project.
Standard Forms
Ferrite magnets come in many shapes and sizes. Some shapes are better for certain jobs. Here are some common shapes you might see:
-
Ferrite arc magnets: Used in special sensor and actuator parts.
-
Ferrite rod magnets: Also used in sensor and actuator parts.
-
Ferrite block magnets: Used in motors and generators for factories.
You will also see ferrite magnets in many home electronics. They help make sound better, keep doors shut, and stop noise in cables. The table below shows two types of ferrite used in electronics:
|
Type of Ferrite |
Formula |
Characteristics |
|---|---|---|
|
Manganese-zinc |
MnδZn(1−δ)Fe2O4 |
Has higher permeability and works well for 0.5 MHz–5 MHz |
|
Nickel-zinc |
NiδZn(1−δ)Fe2O4 |
Has higher resistivity and works well above 1 MHz |
You can find these magnets in speakers, headphones, fridge doors, chargers, cables, microwaves, and cooktops. They are also in ferrite beads on computer cables to stop signal noise.
When you pick a magnet, think about the size and shape that fits your project. This helps you get the best magnetic power for what you need.
Temperature Resistance
Operating Range
It is important to know how heat affects ferrite magnets. These magnets work best from -40°C to 250°C. If you use them outside, they can handle up to 300°C. This makes them good for outdoor machines that get hot. Ferrite magnets stay strong even when the weather changes. You can trust them in places where the temperature goes up and down.
Tip: Always check your magnet’s temperature range. If you use it somewhere hot, make sure it will not lose power or break.
The table below shows what happens to ferrite magnets in high heat:
|
Effect |
Description |
|---|---|
|
Irreversible Loss of Magnetization |
High heat can make magnets lose strength forever. |
|
Reduction in Coercivity |
Above 250°C, magnets get weaker and lose their field. |
|
Curie Temperature |
At about 450°C, magnets stop working and cannot recover. |
|
Optimal Temperature Range |
Best range is -40°C to 250°C for good performance. |
|
Avoiding Extreme Heat |
Over 250°C can break magnets and cause damage at the Curie point. |
Heat Effects
Heat changes how ferrite magnets work over time. When it gets hotter, the tiny parts inside move faster and get mixed up. This can make the magnet weaker. If the temperature goes over the limit, the magnet may lose its strength forever. If it stays under the limit, the magnet can get strong again when it cools down.
As it gets hotter, the molecules inside start moving in random ways. This makes the magnetic field weaker. If the temperature reaches the Curie point, the magnet stops working and cannot be fixed. Ferrite magnets can resist losing power better as it gets hotter, so they last longer in hot places.
You should think about how you will use the magnet before picking one. If your project faces heat or is outside, ferrite magnets work well. Always test your magnet in the real place to make sure it works.
Surface Compatibility
Application Area
You need to check the surface before you attach a magnet. The way a magnet sticks depends on whether the surface is rough, smooth, or porous. Smooth surfaces often need strong adhesives because they do not have bumps for the glue to grab. Rough surfaces work better with foam-based adhesives. Porous surfaces do not hold magnets well, so you should avoid them for most projects.
|
Surface Type |
Adhesive Requirement |
|---|---|
|
Smooth |
Strong adhesives |
|
Rough |
Foam-based adhesives |
|
Porous |
N/A |
If you want your magnet to stay in place, pick the right adhesive for the surface. You can use a simple test: press the magnet against the area and see if it slides or sticks. This helps you decide if you need extra glue or a different magnet shape.
Tip: Always clean the surface before you attach a magnet. Dirt and oil can make the adhesive weak.
Adhesion Factors
Many things affect how well a magnet sticks to a surface. The type of material matters most. Iron and low-carbon steel hold magnets tightly. Some stainless steels do not attract magnets. Non-ferrous metals like aluminum, copper, and gold do not work with magnets.
- The material of the surface changes how strong the magnet sticks:
- Iron gives the best hold.
-
Low-carbon steel also works well.
-
Some stainless steels may not work.
-
Aluminum, copper, and gold do not attract magnets.
Other factors also play a role:
-
Heat can weaken the magnet over time.
-
Rust and corrosion can damage the magnet and the surface.
-
Electrical currents can change how the magnet works.
You should also look at the thickness of the surface. Thin metal can make the magnet weaker. The size and strength of the magnet matter too. If you use more than one magnet, you can get a stronger hold. Even a small gap between the magnet and the surface can cut the force in half.
Ferrite magnets work best when you match them to the right surface and use the correct adhesive. You can test different surfaces and adhesives to find the best fit for your project.
Quality and Material Sourcing
Raw Materials
It is important to know what materials are in your ferrite magnets. Good materials help magnets last longer and work better. Most ferrite magnets use iron oxide with metals like strontium or barium. These metals make magnets strong and steady. If you want your project to do well, ask suppliers where their materials come from. Some suppliers use recycled metals, which can make magnets weaker. Pure and high-quality materials give you better results.
Tip: Always check if the supplier tells you about their raw materials. This helps you pick the right magnet for your project.
You can look for certifications or test reports. These papers show the supplier follows good rules. If you see these, you know the magnets will work well for your project.
Manufacturer Practices
You should learn how manufacturers make their magnets. Good ways of making magnets help them stay strong and reliable. Manufacturers who use careful plans and pick the best materials make magnets that work the same every time. This means your project will not have problems or surprises.
|
Practice |
Impact on Magnet Performance |
|---|---|
|
Careful Design |
Magnets fit your needs and last long |
|
Quality Material Choice |
Magnets stay strong and stable |
|
Consistent Production |
Magnets work the same every time |
Manufacturers who test their magnets often find problems early. They fix these problems so you get magnets that work well. If you choose magnets from trusted makers, you get better results. You should ask about their testing and checks. This helps you avoid magnets that break or lose power.
Note: Good manufacturers help you avoid delays and extra costs.
You can make better choices by learning about materials and how magnets are made. This helps you pick magnets that last longer and work better for your project.
Cost and Supplier Reliability
Price vs. Quality
When picking a ferrite magnet, you should think about price and quality. Ferrite magnets are much cheaper than neodymium magnets. You can save money because they cost about five times less. They are also cheaper than AlNiCo and SmCo magnets.
-
The price changes with the size, shape, and materials used.
-
Bigger magnets or special shapes usually cost more money.
-
If you buy a very cheap magnet, it might not last or work well.
Tip: Do not pick the cheapest magnet without checking if it is good. A low price can mean the magnet is weak or does not last long.
You should match your budget with what your project needs. Sometimes, paying a little more gives you a better magnet that lasts longer. If your project is simple, a basic ferrite magnet is fine. For motors or machines, you may need a stronger and better magnet.
Trusted Sources
You should buy magnets from suppliers you can trust. Good suppliers make sure their magnets work well and last a long time. They use the best makers and do not sell bad magnets. They also help you find the best deal for your project.
-
Trusted suppliers have lots of experience with magnets.
-
They test magnets to make sure they work well and last.
-
They give great customer service from start to finish.
|
Aspect |
Description |
|---|---|
|
Expertise |
Suppliers know magnets and help you pick the right one. |
|
Quality Assurance |
Magnets are made to high standards and work the same every time. |
|
Customer Service |
You get help and answers quickly, from order to delivery. |
|
Competitive Pricing |
You pay a fair price without losing quality. |
|
Global Reach |
Suppliers ship magnets worldwide and support many customers. |
Good suppliers also sell magnets that do not lose power or rust easily. You can use these magnets in many projects. Some suppliers let you order special magnets for your needs. For example, Ketian makes magnets that fit what you want and always sends good products.
Note: Always ask your supplier about testing, certifications, and special options. This helps you get the best magnet for your project.
Choosing the Right Magnet for Your Application
Permanent Magnet Fit
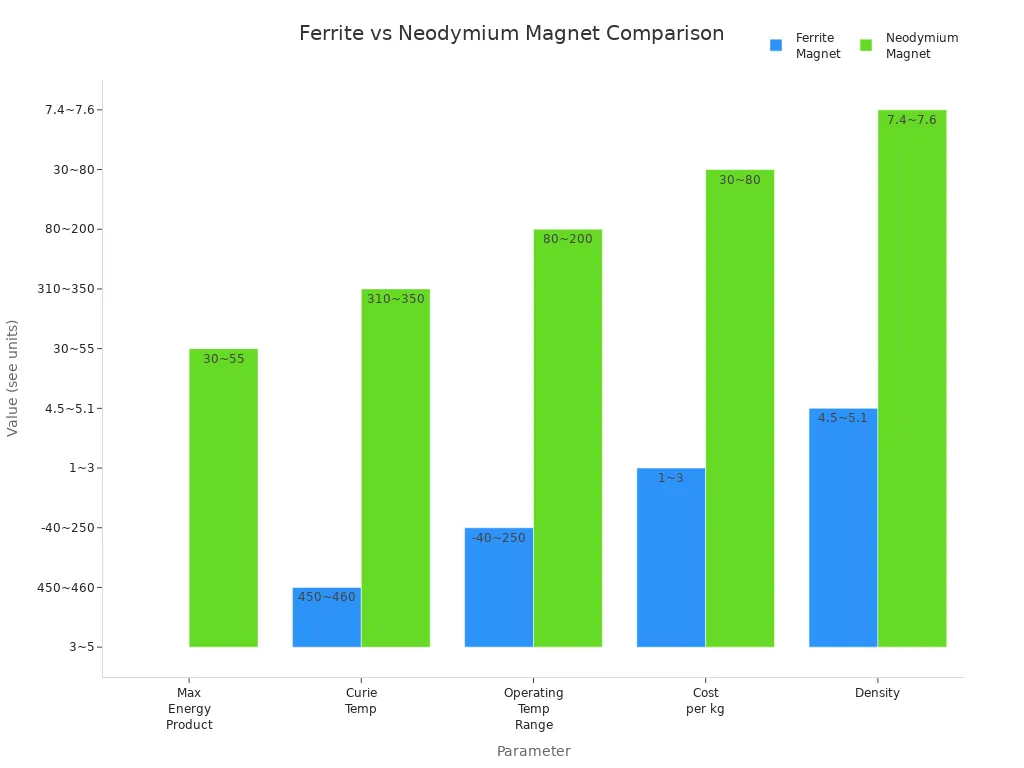
When you pick a magnet, you need to match it to your project. Every project needs something different. Look at what each permanent magnet can do. Ferrite ring magnets work in many projects, but you should compare them to other types. The table below shows how ferrite and neodymium permanent magnets are different:
|
Parameter |
Ferrite Magnet |
Neodymium Magnet |
|---|---|---|
|
Maximum Energy Product |
3~5 MGOe |
30~55 MGOe |
|
Curie Temperature |
450°C~460°C |
310°C~350°C |
|
Operating Temperature |
-40°C~250°C |
80°C~200°C |
|
Corrosion Resistance |
Excellent |
Poor |
|
Cost ($/kg) |
1~3 |
30~80 |
|
Density |
4.5~5.1 g/cm³ |
7.4~7.6 g/cm³ |
Ferrite permanent magnets can handle high heat and cost less. You can use them in motors, speakers, and machines outside. Neodymium permanent magnets are stronger, but they cost more and need special covers. The chart below helps you see how these permanent magnets compare:
Ferrite permanent magnets are good if you want to save money or need magnets for hot or wet places. For example, you can use them in washing machine motors, car window motors, or speakers. One time, a client wanted neodymium permanent magnets for a solar inverter filter. The temperature only got up to 85°C. I told them to use ferrite permanent magnets instead. This saved 60% of the cost and stopped rust problems. Always check what your project needs before you pick a magnet.
Testing and Prototyping
Before you decide, you need to test each permanent magnet. Testing shows if the permanent magnet works well in your project. There are different ways to check a permanent magnet:
|
Testing Method |
Description |
|---|---|
|
Metallographic method |
Drill or cut the permanent magnet and use a microscope to check the inside. |
|
Magnetic method |
Use a tester to measure the permanent magnet’s strength directly. |
You should also build a model with the permanent magnet. Prototyping lets you see how the permanent magnet works in real life. The table below shows how testing and prototyping help you:
|
Aspect |
Description |
|---|---|
|
Rapid Prototyping |
You can test designs quickly and make changes fast. |
|
Engineering Assistance |
Experts help you pick and use the best permanent magnet. |
|
Testing for Specifications |
You check if the permanent magnet meets all your project’s needs. |
You can test for heat, shaking, and magnetic field strength. For example:
-
Heat tests show if the permanent magnet works in hot or cold places.
-
Shaking tests show if the permanent magnet stays strong when it moves.
-
Field tests check if the permanent magnet’s strength matches your design.
Working with engineers during prototyping helps you find the best permanent magnet for your project. You can change things quickly and get the right fit. By testing and prototyping, you make sure you pick the perfect magnet for your needs.
Here are seven important tips to help you choose a ferrite magnet: 1. Make sure the magnetic strength is right for your project. 2. Measure the size and shape so it fits well. 3. Check if the magnet can handle the temperatures it will face. 4. Test if the magnet sticks well to the surface you will use. 5. Ask where the materials come from and if they are good quality. 6. Look at the price and see if the supplier is trustworthy. 7. Pick a magnet that works best for what you need.
Try these tips to help your project work better. You can tell your story or ask questions in the comments. Your ideas and questions help everyone learn more!
Industry experts see big growth in the ndfeb magnet sector after 2025. The newest forecast shows more demand from car and electronics makers. Analysts think the ndfeb market will grow as new uses for advanced magnet technology appear. Companies should watch forecasts and change plans to find chances in this changing market.
NdFeB Magnet Trends

Demand Drivers
Experts think the ndfeb magnet market will grow fast after 2025. The newest reports say the global rare earth magnet market will grow over 7% each year until 2030. This is because more industries want these magnets. Many companies use rare earth magnets in new things they make. These magnets are strong and small. They help make products lighter and work better.
Clean energy is helping the rare earth magnet market grow. Wind turbines and electric vehicles need good permanent magnets. These areas make more people want ndfeb magnets. More industries want rare earth materials, so the supply chain is under stress. Companies need to find steady sources of rare earth elements for the future.
Note: There will probably be more money put into mining and recycling rare earth magnets to keep up with demand.
Automotive Sector
The car industry is the biggest user of N56 ndfeb magnets. Electric vehicles use these magnets in their motors and power parts. Car makers want cars to go farther and work better. Ndfeb magnets help them reach these goals. They let motors be smaller, lighter, and stronger.
Rare earth magnets are also used in hybrid cars and smart driving systems. As more people buy electric cars, the need for rare earth magnets goes up. Car companies are working to make magnets work better. They also try to use less rare earth material.
Here is a table that shows how ndfeb magnets are used in cars:
|
Application |
Benefit |
|---|---|
|
Electric motors |
High power, compact size |
|
Power steering |
Improved control |
|
Sensors |
Accurate data collection |
|
Braking systems |
Enhanced safety |
Electronics Growth
The electronics field keeps making the ndfeb magnet market bigger. Phones, laptops, and other gadgets use rare earth magnets in speakers, cameras, and vibration motors. These magnets make strong magnetic fields in small spaces. As electronics get better, more high-quality magnets are needed.
Makers are finding new ways to use ndfeb in smart watches and home devices. The rare earth magnet market is making smaller and better magnets. This helps the global rare earth magnet market grow.
Tip: Companies that work on new magnet technology can do better than others in electronics.
Ndfeb magnets are very important for the future of rare earth magnet uses. The market will keep growing as more industries use these special materials.
Rare Earth Magnet Market Forecast
Market Size
The rare earth magnet market is growing each year. Forecasts say it will be worth over $20 billion by 2030. Experts think the market will grow about 7% every year from 2025 to 2030. This is because more people want electric vehicles, wind turbines, and better electronics. Companies need rare earth magnets for strong and small products. These magnets help make things lighter and work well.
Industrial Ndfeb magnets are the biggest part of this market. They work well in many industries. Makers use these magnets because they are strong and efficient. More clean energy means more permanent magnets are needed. Getting enough rare earth magnets is still hard for some companies. They spend money on new mines and recycling to get more magnets.
Note: More money will go into research and development. Companies want magnets to work better and use fewer rare materials.
Regional Growth
Different places grow in the rare earth magnet market in their own ways. Asia-Pacific is the leader. China makes and uses the most rare earth magnets. China controls most mining and processing. This area gives magnets to electric vehicles, wind power, and electronics.
Europe and North America also want more rare earth magnets. They try to build their own supply chains and buy less from other countries. Governments help start new projects to get more magnets. The United States and European Union spend money on mining and recycling to make more magnets at home.
Here is a table that shows what each region does in the rare earth magnet market:
|
Region |
Key Role |
Main Applications |
|---|---|---|
|
Asia-Pacific |
Largest producer and consumer |
Electric vehicles, electronics |
|
Europe |
Growing demand, supply chain investment |
Wind turbines, automotive |
|
North America |
Focus on local supply, R&D |
Clean energy, defense, robotics |
Africa and Australia also help mine rare earths. These places make the supply of magnets more diverse. As more people want magnets, more countries join the market and try to grow in a good way.
Tip: Companies that watch what happens in each region and work with local partners can do better in the rare earth magnet market.
Technological Innovations
Material Improvements
Researchers are working to make rare earth magnets better. They want magnets to be stronger and last longer. Teams try mixing rare earth elements with other metals. These mixes help magnets work better and cost less. Some companies use less dysprosium and terbium. These metals are very rare and expensive. Using less of them saves money and helps the supply chain. Experts think new materials will help the ndfeb magnet with cylinder shape industry grow.
Note: Better materials can help meet more demand and make products better.
Manufacturing Advances
Factories use new machines to make magnets more exact. Automation helps workers make magnets faster and with fewer errors. Some companies use 3D printing for special magnet shapes. This lets them make new designs that work better. Many factories recycle old rare earth magnets. Recycling saves important metals and helps the market stay strong. These steps help factories keep up with what people need.
Here is a table that shows new ways to make magnets:
|
Technology |
Benefit |
|---|---|
|
Automation |
Faster production |
|
3D Printing |
Custom shapes |
|
Recycling |
Saves rare earth metals |
Sustainability
Sustainability is now very important in the rare earth magnet market. Companies want to use fewer rare earth elements and recycle more. They also try to make less waste and use less energy. Some groups work with local partners to protect the earth when mining. These actions help keep nature safe and the market healthy.
Tip: Companies that care about the environment can get more customers and look better.
The rare earth magnet market will keep changing as new technology comes out. Better materials, smarter factories, and green ways will help the market grow and make magnets work better.
Supply Chain and Geopolitics
Raw Materials
The rare earth magnet market needs a steady supply of raw materials. Companies use rare earth elements like neodymium and praseodymium to make strong magnets. Most mines are in China, and China controls most of the supply. Australia and the United States have started new mining projects. These new mines help lower risks in the supply chain. High demand for rare earth magnets puts stress on global resources. Some companies recycle old magnets to get rare earth elements back. Recycling helps balance what is needed and what is available.
Note: A steady supply of rare earth magnets helps the market grow and keeps magnet quality strong.
Trade Policies
Trade policies affect the rare earth magnet market. Governments make rules for selling and buying rare earth materials. Some countries use tariffs or quotas to protect their own industries. These rules can change the price and amount of rare earth magnets. Companies need to watch for new trade rules that could change supply. For example, if China makes stricter export rules, other places may get fewer rare earth magnets. Experts think trade problems will keep affecting the market.
|
Policy Type |
Impact on Market |
|---|---|
|
Export controls |
Limits rare earth supply |
|
Tariffs |
Raises magnet costs |
|
Trade agreements |
Eases supply flow |
Production Shifts
Production shifts help companies lower risks in the rare earth magnet market. Some companies move factories closer to where raw materials are found. Others build new plants in places with safe trade rules. These changes make the supply chain safer and can lower costs. Companies also use better technology to make magnets work better. Making magnets locally helps meet more demand. As more countries join the market, the supply of rare earth magnets becomes more varied.
Tip: Companies that change how and where they make magnets can keep up with market changes and make better magnets.
Market Challenges and Opportunities
Resource Constraints
Many companies have trouble getting enough rare earth magnets. More people want these materials every year. But there is only so much in the ground. Mining rare earth elements can hurt nature. A few places have most of the rare earths. This makes things risky for the magnet industry. Companies often try to get the same rare earths. When many want them but there are not enough, prices can go up fast. Experts think it will stay hard to get rare earth magnets as more businesses need them.
Note: If companies plan for rare earth shortages, they can stop delays.
Alternative Materials
Scientists try to find new ways to meet demand. They look for other metals to use instead of rare earths in magnets. These new metals might not work as well as the old ones. But they help save rare earths. Companies also recycle old magnets to get rare earths back. Recycling means less new mining is needed. Using other materials can help the market grow and make supply chains stronger.
|
Solution |
Benefit |
|---|---|
|
Metal substitutes |
Less rare earth needed |
|
Recycling |
More stable rare earth supply |
Strategic Partnerships
Many companies team up to get more rare earth magnets. They work with mining groups, scientists, and governments. These teams share what they know and their resources. Working together makes it easier to get rare earths. Some companies put money into mining projects. Others join recycling programs to get more rare earths. These partnerships help companies grow and meet the need for magnets.
Tip: Strong partnerships can help companies avoid running out of rare earths.
Industry experts think rare earth permanent magnets will be more important. These magnets will be used more in electric vehicle motors and electronics. More car makers are putting money into new technology. This means magnets will be used in more ways. Companies need to get ready for changes in the market. They should be able to change their plans fast.
Some good ideas are making strong supply chains and spending money on research.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial magnet accessories2
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- blade1
- brush1
- chip1
- industrial hose1
- lens1
- mold1
- plc3
- pump2
- racking2