In industrial manufacturing, even minor inefficiencies in equipment can lead to significant production bottlenecks. For companies handling high-viscosity products like toothpaste, selecting the right pump is critical to ensuring smooth operations.
Recently, Bonve Pumps helped a client overcome persistent challenges with their rotary lobe pump system, transforming their production line from problematic to peak performance.
The Challenge: Dry Running and Inadequate Pump Performance
The customer, a toothpaste manufacturer, had been using a competitor’s rotary lobe pump motor power: 1.1kW. Despite its design for viscous fluids, the competitor‘s pump struggled with high-viscosity toothpaste (up to 1,000,000 mPa·s). Key issues included:
1).Insufficient suction capacity, leading to frequent dry running and cavitation.
2).Undersized motor torque, causing stalling during continuous operation.
3).Inconsistent flow rates, disrupting filling accuracy and production schedules.
4).It is not considered that the toothpaste contains calcium carbonate particles, resulting in severe pump wear
These problems resulted in accelerated wear, unplanned downtime, and increased maintenance costs.
Bonve Solution: Upgrading to the 50BV12-5 with Tailored Engineering
After analyzing the client’s needs, Bonve recommended transitioning from the competitor’s pump to Bonve Model 50BV12-5, paired with a 2kW motor and a PLC-controlled filling system. Here’s why this upgrade resolved their challenges:
1. Enhanced Performance with Bonve 50BV12-5
While the competitor’s pump motor power: 1.1 kW, its limitations became evident with high-viscosity toothpaste. By contrast, Bonve 50BV12-5 delivered a performance leap across critical parameters:
Displacement:
The competitor’s pump offer 0.15 L/r displacement, suitable for low-viscosity fluids. However, the 50BV12-5’s 0.32 L/r displacement—over double the capacity—ensured smooth transfer of thick toothpaste, eliminating pump starvation.
Flow Rate:
While the competitor’s pump maxed out at 2 m³/h, the 50BV12-5 achieved 5 m³/h flow rates, enabling faster production cycles without compromising consistency.
Motor Power:
The competitor’s undersized motor 1.1kW struggled with torque demands, leading to frequent stalling. Bonve’s 50BV12-5, paired with a 1.5-4 kW motor, provided robust, uninterrupted power for high-viscosity loads.
Suction Pressure:
The 50BV12-5’s superior -0.095 MPa suction pressure (vs. the competitor’s -0.080 MPa) ensured reliable product uptake into the pump cavity, preventing dry running and cavitation.
Pump material:
We use SS316 material for customers, to ensure the stability of the conveyor belt calcium carbonate particles toothpaste, but also to ensure the health performance standards.
Why This Matters
The 50BV12-5’s doubled displacement, 2.5x higher flow capacity, and stronger motor directly addressed the limitations of the competitor’s pump. This combination eliminated bottlenecks in toothpaste transfer, ensuring stable, high-efficiency production.
2. 4th-Generation (4G) Innovations
Bonve’s advanced 50BV12-5 pump leverages key 4G design features:
1).Bi-wing(Butterfly) rotors: Optimized for viscous fluids, reducing shear stress on sensitive materials like toothpaste.
2).Enlarged inlet port: Enhances suction efficiency to handle thick, sticky products.
3).Targeted mechanical seals: SiC/SiC or tungsten carbide options prevent leakage, even under high pressure.
4).CIP/SIP-ready design: Simplifies cleaning for hygiene-critical applications.
3. Intelligent PLC Integration
The PLC system dynamically adjusts pump speed based on real-time viscosity and flow data, maintaining ±0.5% filling accuracy and preventing motor overloads.
Results: Efficiency Redefined
After adopting Bonve 50BV12-5, the customer achieved:
1).100% elimination of dry running, thanks to superior suction and displacement.
2).25% faster production cycles with consistent flow rates.
3).40% lower maintenance costs due to reduced wear on lobes and seals.
4).Zero product waste from precise PLC-controlled filling.
The client now describes their Bonve pump as “the backbone of our toothpaste line.”
Why Choose Bonve Pump Portfolio?
Bonve offers a full spectrum of rotary lobe pumps to match any application:
1).Entry-Level Models (e.g., 40BV12-2): Ideal for low-viscosity fluids or intermittent use.
2).Mid-to-High Capacity Models (e.g., 50BV12-5 to 400BV12-400): Engineered for demanding, continuous high-viscosity operations.
3).Custom Solutions: Adjust rotor types (single-wing, tri-lobe), seals, materials (316L, duplex steel), and port configurations.
With 60,000+ pumps deployed globally, Bonve’s expertise spans industries from cosmetics to food processing.
Upgrade with Confidence
If your current pump struggles with high-viscosity challenges, Bonve pump or tailored solutions can optimize your production.
Contact Bonve today to discover how our pumps outperform competitors and deliver unmatched reliability.
In industries handling high-viscosity materials like PVC resin, efficiency and reliability are non-negotiable. Yet, many facilities still grapple with equipment limitations that lead to downtime, maintenance headaches, and operational inefficiencies.
One such challenge recently brought to us by a customer highlights a common pain point—and how rotary lobe pumps emerged as the game-changing solution.
The Problem: Limitations of Single-Screw Pumps
The customer had long relied on single-screw pumps for transferring PVC resin. While these pumps initially seemed adequate, two critical issues arose:
1.Frequent Wear and Tear: The rubber stator within the screw pump wore down rapidly due to the abrasive nature of PVC resin, requiring costly and frequent replacements.
2.Mobility and Inflexibility: With frequent recipe changes, the pump needed repositioning, but screw pumps’bulky design made this cumbersome. Additionally, their fixed inlet/outlet orientation restricted installation flexibility, forcing costly pipeline reconfigurations.
These challenges disrupted production schedules, increased costs, and highlighted the need for a smarter solution.
The Solution: Rotary Lobe Pumps for High-Viscosity PVC Resin
After evaluating the customer’s needs, we recommended switching to a rotary lobe pump—a technology engineered to excel in demanding applications. Here’s why it outperformed traditional screw pumps:
- Customizable Flow Direction: Unmatched Installation Flexibility
Unlike single-screw pumps with fixed inlet/outlet orientations, rotary lobe pumps allow customizable flow direction—operators can configure ports for left-in/right-out or right-in/left-out flow.
This adaptability simplifies integration into existing pipelines, eliminates costly re-piping, and ensures seamless relocation between production lines.
For the customer, this meant faster setup during recipe changes and no wasted time reengineering layouts. - Enhanced Durability for Abrasive Materials
Rotary lobe pumps replace vulnerable rubber stators with hardened metal rotors (e.g., stainless steel or coated alloys), eliminating wear caused by abrasive PVC resin. The customer saw a 60% drop in maintenance costs post-switch. - Compact, Mobile Design
With a shorter, modular footprint compared to elongated screw pumps, rotary lobe pumps are easier to move and install—even in tight spaces. This design perfectly supports dynamic manufacturing environments requiring frequent equipment adjustments. - Gentle yet Efficient Handling
PVC resin demands low-shear transfer to preserve quality. Rotary lobe pumps deliver pulsation-free flow, ensuring consistent product integrity while maintaining high transfer rates, even at viscosities exceeding 100,000 cP. - Future-Proof Adaptability
Adjustable rotor clearances and reversible flow capabilities allow these pumps to adapt to evolving PVC formulations without hardware changes—a critical advantage for industries with variable recipes.
Why Choose Rotary Lobe Pumps for PVC Resin?
This case study underscores why rotary lobe pumps are ideal for high-viscosity applications:
1.Installation Freedom: Customizable ports eliminate rigid layout constraints.
2.Longer Lifespan: Robust construction slashes part replacement frequency.
3.Energy Efficiency: Optimized design reduces power consumption by up to 25% versus screw pumps.
Conclusion: Transform Your PVC Resin Transfer Process
For businesses battling pump inefficiency, inflexibility, or high maintenance costs, rotary lobe pumps offer a modern solution.
With features like configurable flow ports and unmatched durability, they empower operators to streamline workflows, cut costs, and future-proof their systems.
Ready to redefine flexibility and efficiency in your facility? Contact the email: bvsales3@Bonvepumps.com to discover how rotary lobe pumps can elevate your PVC resin transfer process—because innovation starts with the right tools.
For more in - depth information about the BONVE Rotary Lobe Pump, simply click on the image below.





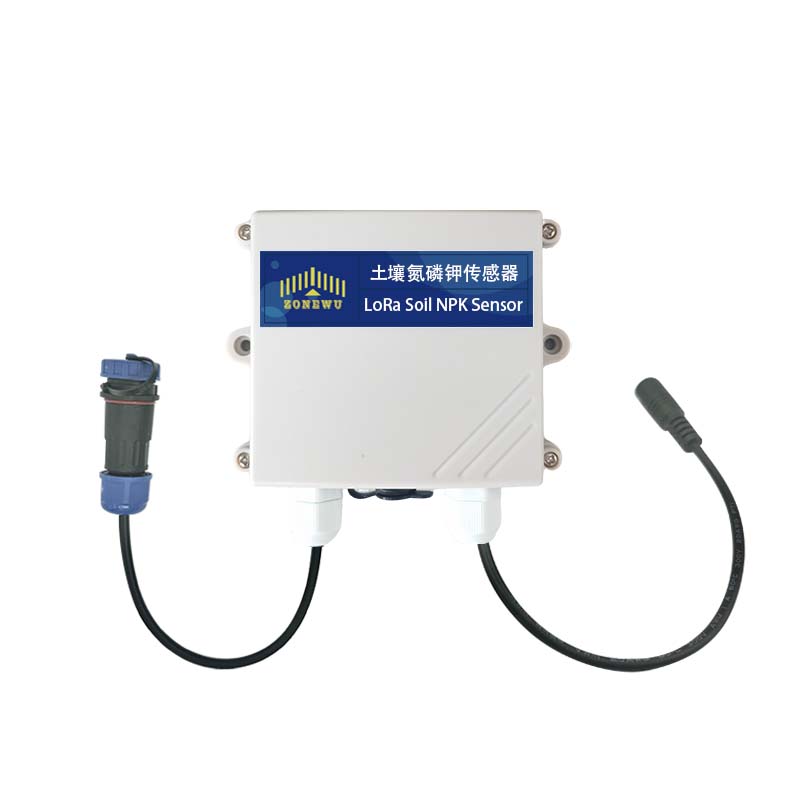
In the current booming development of precision agriculture, LoRaWAN Soil NPK Sensor, as a cutting-edge soil detection device, is gradually becoming a powerful assistant to improve agricultural production efficiency and quality. Taking the LoRaWAN Soil NPK Sensor launched by ZONEWU (website: www.zonewusensor. com) as an example, it focuses on precise detection of nitrogen (N), phosphorus (P), and potassium (K) content in soil, providing key data support for scientific fertilization and healthy crop growth.
1、 Function Introduction
1. Accurate detection
ZONEWU's LoRaWAN Soil NPK Sensor utilizes advanced electrochemical sensing technology to deeply penetrate the soil and perform high-sensitivity detection of nitrogen, phosphorus, and potassium, the three main nutrients. Its detection accuracy is extremely high, up to the ppm level, ensuring that the data obtained by farmers can truly reflect the soil nutrient status, thereby avoiding resource waste and environmental pollution caused by improper fertilization. For example, in a corn plantation, the sensor can accurately detect subtle changes in nitrogen content in the soil, providing farmers with precise basis for adjusting nitrogen fertilizer application. The company has greatly improved the accuracy and stability of detection by optimizing the electrode materials and sensing algorithms of the sensors. Even in complex soil environments, it can stably output reliable data.
2. Long distance communication
With the help of LoRaWAN low-power wide area network technology, this sensor has excellent communication capabilities. In open terrain, its communication distance can reach several kilometers, which means that in large areas of farmland, stable data transmission can be achieved without deploying a large number of gateway devices. Even in remote mountainous farmland, detection data can be easily transmitted in real-time to the data management platform, greatly reducing data transmission costs and complexity. In product development, Zhongwu Zhilian Technology has deeply customized the LoRaWAN communication module, enhancing its signal anti-interference ability and further ensuring the efficiency and stability of data transmission, allowing data to be delivered in a timely manner in various complex environments.
3. Low power operation
The sensor adopts a low-power design concept and is equipped with a high-performance battery that can work continuously for months or even years on a single charge. This is crucial for equipment deployed in the field for a long time, reducing manual maintenance frequency, lowering usage costs, and ensuring continuous and stable monitoring of soil nutrients throughout the entire crop growth cycle. Through innovative power management technology, IoT intelligently adjusts the working status of sensors, ensuring normal operation of detection and data transmission while minimizing energy consumption and extending battery life.
2、 Application scenarios
1. Intelligent fertilization decision-making
Farmers can develop personalized fertilization plans based on data feedback from LoRaWAN Soil NPK Sensors. When sensors detect a lack of phosphorus in the soil, farmers can increase the application of phosphorus fertilizer in a targeted manner to avoid blind and excessive fertilization. Through this precise fertilization method, not only can fertilizer utilization efficiency be improved and production costs reduced, but also the pollution of soil and water caused by fertilizers can be reduced, protecting the ecological environment. The data management platform supported by IoT can generate detailed fertilization recommendation reports for farmers based on sensor data, visually displaying the current status of soil nutrients and suitable fertilization plans, making it easy for farmers to make scientific decisions.
2. Crop growth monitoring
The nutrient status of soil directly affects the growth trend of crops during their growth process. By continuously monitoring soil NPK content, farmers can promptly identify soil nutrient imbalances, take measures in advance to adjust, and ensure the healthy growth of crops. For example, during the critical period of rice growth, sensors can provide real-time feedback on changes in soil nutrients, helping farmers respond promptly to nutrient deficiencies or surpluses, and improving rice yield and quality. The sensors of IoT, combined with its developed mobile applications, allow farmers to view soil nutrient data during crop growth anytime and anywhere, conveniently and quickly grasp field conditions, and intervene in crop growth status in a timely manner.
3. Agricultural big data collection
The widespread application of numerous LoRaWAN Soil NPK sensors in different farmland can collect a large amount of soil nutrient data. These data can be integrated and analyzed to form a regional soil nutrient distribution map, providing strong data support for agricultural research and policy-making, and promoting the intelligent and scientific development of the entire agricultural industry. With its powerful data processing capabilities, IoT aggregates, cleans, and analyzes sensor data scattered across the country, providing comprehensive and accurate soil nutrient big data reports for agricultural research institutions, government departments, and others, helping to facilitate macro decision-making and scientific breakthroughs in the agricultural field.
In modern industrial pipeline systems, flanges (Flange) play a crucial role as an indispensable connecting component. Whether in industries such as petrochemicals, electric power, water supply and drainage, or pharmaceuticals, as long as there is pipeline transportation involved, flanges are everywhere.
Anhui Shengshi Datang Chemical Equipment Group Co., Ltd. widely uses stainless steel flanges as key connecting components in the field of pump product manufacturing. The enterprise strictly follows the GB standard system for the flange products it uses, covering various models such as 304, 316, 316L, 321, and duplex steel 2205. Through precise material selection and standardized production processes, it ensures the corrosion resistance, high-temperature pressure-bearing performance, and long-term reliability of equipment in the chemical field.
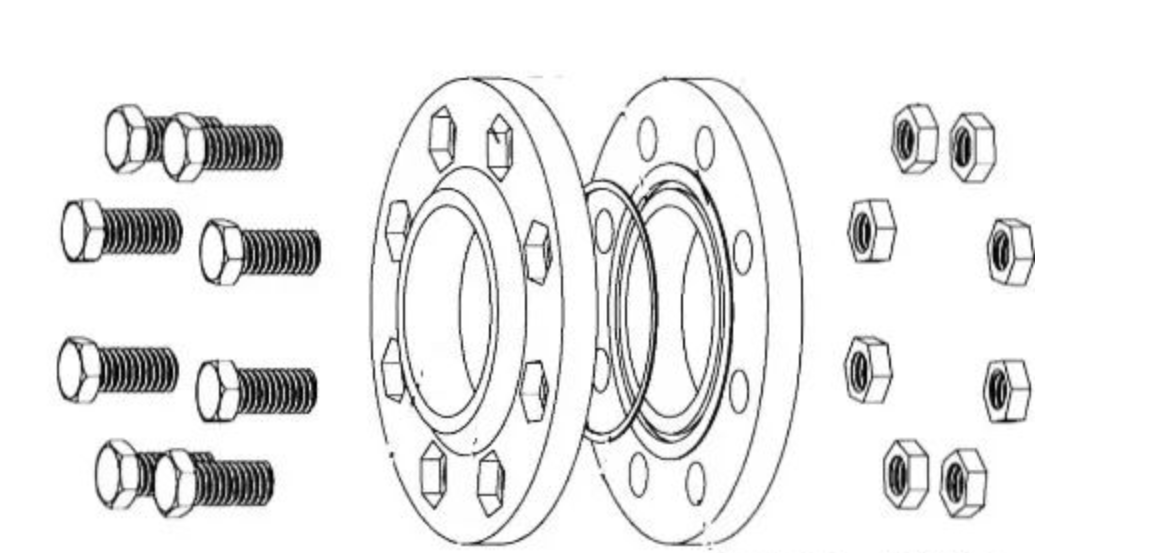
I. Flange Connection Structure
A flange is usually disc-shaped, with bolt holes around the periphery and a hole in the middle through which the pipeline or equipment passes. During installation, two flanges are placed opposite each other, a gasket is placed in the middle, and then bolts are passed through the bolt holes and tightened, thus tightly connecting the pipelines or equipment to ensure that the medium in the pipeline does not leak. At the same time, it can also provide certain support and positioning functions for the pipeline system.

The selection of different materials is based on factors such as the characteristics of the medium in the pipeline, working pressure, and temperature. For example, stainless steel flanges are often selected for chemical pipelines transporting highly corrosive media; while carbon steel flanges can meet the requirements in ordinary water pipeline systems.
II. Types of Flanges
Common pipeline flanges include flat welded flanges, butt welded flanges, socket welded flanges, loose flanges, and threaded flanges.
III. Flange Sealing Surface Forms
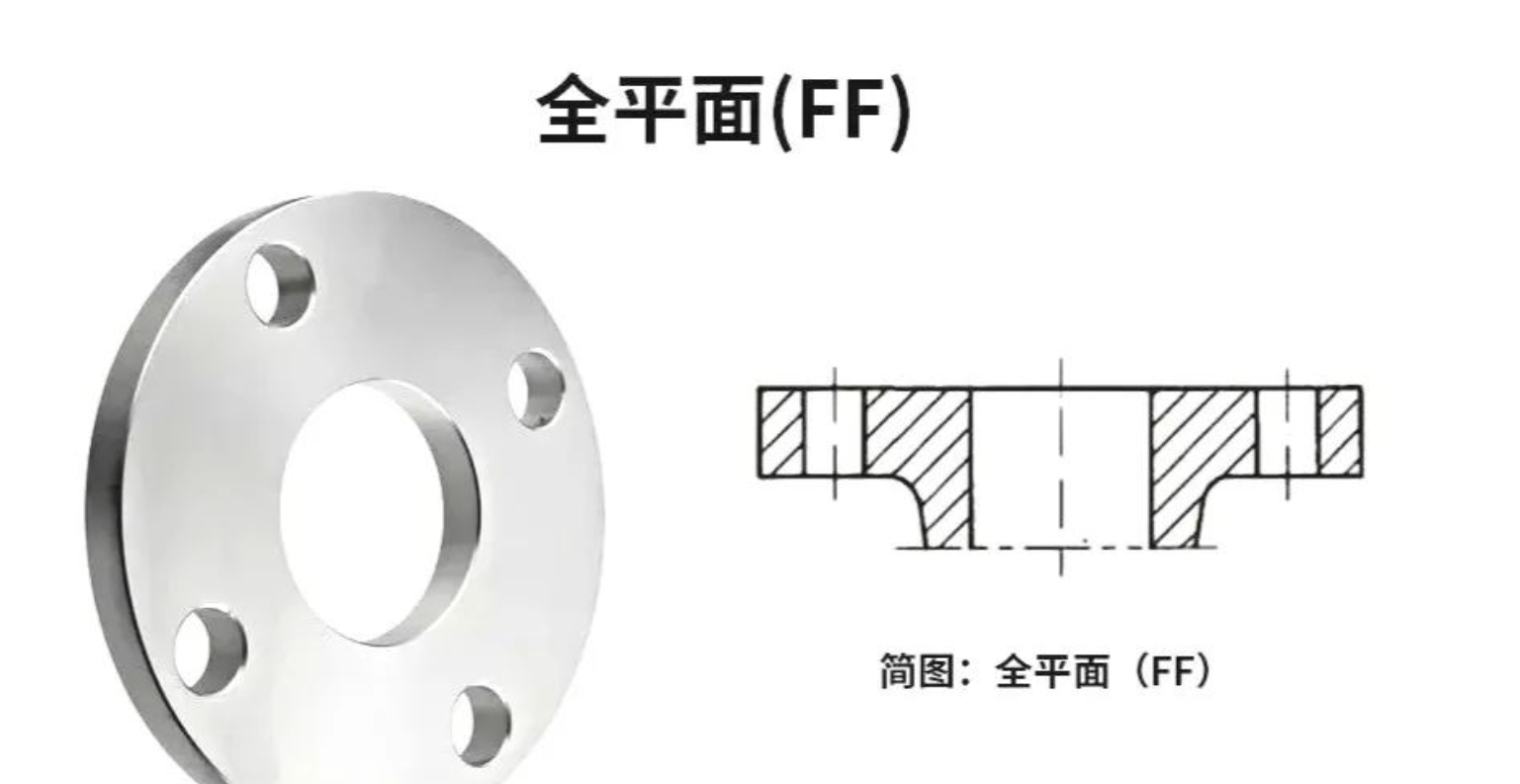
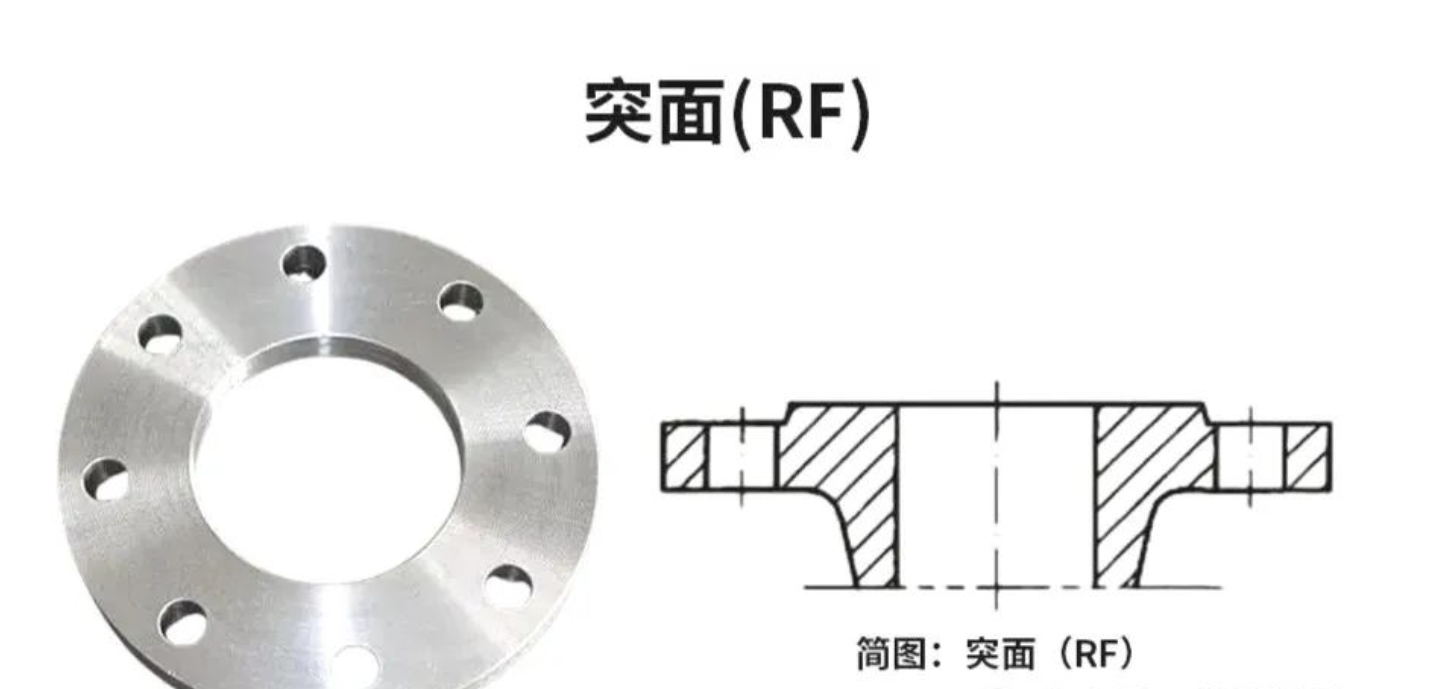
Flange sealing surfaces are divided into flat face, raised face, male and female face, tongue and groove face, and ring joint face.
• Flat Face (FF): The sealing surface is a smooth plane, suitable for occasions with low pressure and non-toxic media, generally used for connections in water pipelines and other less demanding applications.
• Raised Face (RF): Also known as a flat sealing flange, the sealing surface is a plane. It has a relatively large contact area with the gasket. After pre-tightening, the gasket is prone to stretching or moving to both sides, resulting in poor sealing performance, and is only suitable for low-pressure occasions.
• Male and Female Face (MFM): Composed of a male face and a female face, they need to be used in pairs during installation. This sealing performance is better than that of flat flanges and is commonly used for pipeline connections of medium-pressure, toxic and harmful media.
• Tongue and Groove Face (TG): The sealing surface consists of a tongue and a groove. The sealing performance is very good and is generally used for the connection of pipelines with flammable, explosive, toxic media and high pressure.
• Ring Joint Face (RJ): A ring-shaped trapezoidal groove is machined on the raised surface of the flange as the sealing surface of the flange. Similar to the tongue and groove face, the flange must be separated axially during installation and disassembly. The possibility of axial separation of the flange must be considered in pipeline design. This type of sealing surface is specially used in conjunction with solid metal gaskets processed into octagonal or elliptical shapes from metal materials to achieve a sealed connection. It has good sealing performance, strict requirements on installation, is suitable for high-temperature and high-pressure working conditions, but requires high precision in gasket processing.
IV. Flange Markings
The following main information is usually provided on the outer ring or near the sealing surface of a flange:

• Nominal Diameter (DN): Indicates the diameter of the pipeline connected by the flange. The unit is usually millimeters (mm). For example, "DN100" means that the flange is suitable for pipelines with a nominal diameter of 100 mm.
• Nominal Pressure (PN): Represents the design pressure that the flange can withstand. The commonly used units are megapascals (MPa) or pounds per square inch (psi). For example, "PN16" means that the nominal pressure of the flange is 16 bar.
American Standard flanges use the CLASS marking. For example, "CLASS 150" indicates that its pressure rating is 150 pounds.
• Material Code: The material of the flange determines its strength, corrosion resistance, and applicable environment. Common material codes include:
◦ Carbon Steel: For example, "A105" represents forged carbon steel.
◦ Stainless Steel: For example, "304" or "316" represent different types of stainless steel.
◦ Alloy Steel: For example, "F22" represents low-alloy steel.
• Standard Code: The design and manufacture of flanges must comply with specific standards, such as:
◦ ANSI/ASME B16.5: American Standard flange.
◦ EN 1092-1: European Standard flange.
◦ GB/T 9119: Chinese National Standard flange.
• Heat Treatment Status: Some flanges are marked with heat treatment processes, such as "N" (Normalized) or "QT" (Quenched and Tempered).
V. Flange Standards and Sizes
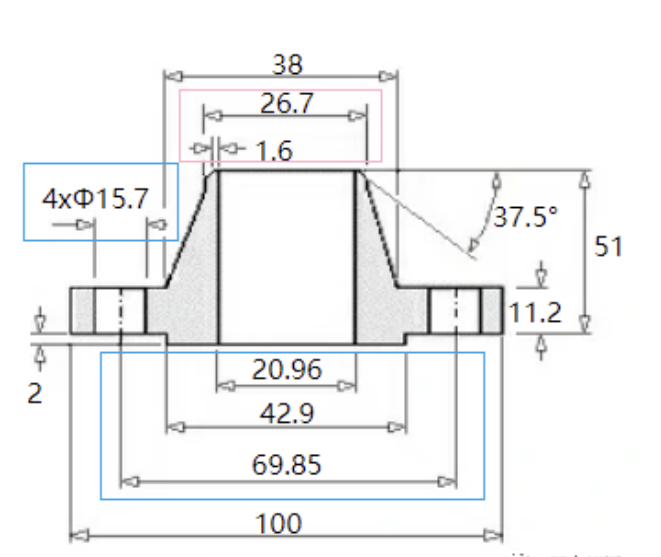
The flange standard system is divided into American and European standard systems. The pairing size of flanges (the sealing surface and bolt connection sizes of flanges, as shown in the box in the figure) must be completely consistent to ensure reliable connection and sealing of flanges. Obviously, flanges of different standard series and pressure levels basically cannot be paired. Even if there are exceptions, the scope of exceptions is very small, and generally, this is not done in engineering.
Sometimes, pipelines with inconsistent connection sizes cannot be connected, especially for pipelines where the sizes of metric pipes and imperial pipes differ significantly.
High-viscosity fluids, with their inherent resistance to flow, present a formidable challenge for traditional pump systems.
These thick, sluggish materials strain conventional designs, leading to a range of operational inefficiencies. Below are the most common issues faced during high-viscosity transfer:
Inefficient Flow Rates
Centrifugal pumps, reliant on kinetic energy, lose effectiveness with thicker fluids.
Their impellers cannot generate sufficient force to move viscous materials smoothly, resulting in sluggish flow or complete failure.
Cavitation and Blockages
High resistance in pipes and valves increases the risk of cavitation (vapor bubbles collapsing) and clogs.
Gear pumps or other positive displacement pumps may overheat or jam due to inadequate clearance for dense fluids.
Shear Sensitivity
Many viscous materials (e.g., creams, polymers) degrade when subjected to high shear forces.
Screw or piston pumps, which rely on aggressive mechanical action, can damage product integrity.
High Energy Consumption
Thick fluids demand more power to move.
Inefficient pumps waste energy, driving up operational costs.
Maintenance Burden
Wear and tear from abrasive viscous materials shorten pump lifespan.
Frequent part replacements or cleanouts disrupt workflows.
Why Rotary Lobe Pumps Are the Ideal Solution
Rotary lobe pumps, engineered for precision and reliability, are built to tackle high-viscosity challenges head-on.
Here’s how they outperform conventional options:
1.Gentle, Low-Shear HandlingRotary lobe pumps use synchronized rotating lobes that create a smooth, continuous flow without pulsing or turbulence.
This gentle motion preserves the structure of shear-sensitive materials like cosmetics, sauces, or pharmaceutical slurries, ensuring product quality.
2.Exceptional Self-Priming and Suction Capability
Unlike centrifugal pumps, rotary lobe pumps excel at self-priming, even with highly viscous or semi-solid substances.
Their tight internal clearances prevent air ingress, enabling reliable suction without cavitation.
3.High Efficiency with Minimal Energy Use
The positive displacement design ensures consistent flow rates regardless of viscosity.
This reduces energy waste, as the pump only uses the power required to move the material—no more, no less.
4.Clog-Resistant Design
Rotary lobe pumps feature large, open flow paths and fewer internal obstructions.
Combined with reversible operation, this minimizes clogging risks and allows easy clearing of blockages without disassembly.
5.Durability in Demanding Conditions
Constructed from hardened metals or food-grade stainless steel, rotary lobe pumps withstand abrasive or corrosive materials.
Their robust sealing systems and easy-access components simplify maintenance, extending service life.
6.Versatility Across Applications
From pumping chocolate at 10,000 cP to transferring asphalt at 500,000 cP, rotary lobe pumps adapt seamlessly.
They handle suspended solids, variable temperatures, and non-Newtonian fluids with ease.
Real-World Applications
Food & Beverage: Transferring honey, peanut butter, or dough without damaging textures.
Chemicals: Moving resins, adhesives, or lubricants efficiently.
Wastewater: Handling sludge and grease-laden fluids.
Pharma: Precise dosing of high-viscosity gels or ointments.
Conclusion
When traditional pumps falter under the strain of high-viscosity materials, rotary lobe pumps deliver reliability, efficiency, and precision.
By minimizing shear, reducing downtime, and cutting energy costs, they empower industries to optimize their processes and protect product integrity.
At Bonve Pump, our advanced rotary lobe pumps are designed to meet the toughest material-handling challenges.
Contact us to learn how we can enhance your high-viscosity transfer operations!
Bonve is high viscosity transfer pump factory, offer pumping solutions for chemical and sanitary high viscous liquid products transfer.
With the characteristics of low rotation speed and high output torque, Bonve pump shows his talents to transfer high viscosity liquid products. Its unique working principle works with a strong drive system, ensure that the pump can output a strong driving torque at low speed, can guarantee continuous, non-stagnant transferring, and ensure that the transferred material not damage, viscosity can be as high as 1500000CP. More details please click high viscosity liquid pump.
What is viscosity?
The viscosity of a fluid can be regarded as a measure of how resistive the fluid is to flow, it is comparable to the friction of solid bodies and causes a retarding force. This retarding force transforms the kinetic energy of the fluid into thermal energy.
The ease with which a fluid pours is an indication of its viscosity. For example, cold oil has a high viscosity and pours very slowly, whereas water has a relatively low viscosity and pours quite readily. High viscosity fluids require greater shearing forces than low viscosity fluids at a given shear rate. It follows therefore that viscosity affects the magnitude of energy loss in a flowing fluid.
Below table is reference viscosity for normal liquids.


What liquid need a pump with heating jacket during transferring?
When transferring high viscosity liquids, such as resin, polyurethane, polymer, polyethylene, detergent, glue, sugar, chocolate and other liquids that are solidifying at room temperature. Liquid that flows easily by heating, and places that need to be insulated for outdoor installation in alpine regions.
What is the role of the heating jacket?
Most high viscosity liquids will decrease in viscosity with increasing temperature during heating, increased mobility for easy transfer. When the pump starts working in the cold region, or stop for some time, the first warm-up reduces the starting power of the pump and not damages the motor.
How does Bonve rotary lobe pump with heating jacket work?
Bonve rotary lobe pump heating jacket is built in pump chamber or pump cover. Heating medium keeps a circulation work in the jacket, and heat the transferred product. This way can make product flow more easily, so achieve efficient transfer. Heating mediums can be conduction oil, steam or hot water according to the site's conditions.
Contact us to learn more with your application.
O-ring is essential in the assembly process of the pump. The O-rings material shall be different to adapt pumped liquid. Fluororubber and EPDM are typically to use. Why? The following are the characteristics of these two materials.
Characteristics of fluororubber

Good stability
Fluororubber has a high degree of chemical stability and is currently the best medium for all elastomers. Fluororubber resistant to petroleum base oil, diester oil, silicone ether oil, silicic acid oil, resistant to inorganic acid, resistant to most organic and inorganic solvents, pharmaceuticals, etc., only not resistant to low molecular weight ketones, ethers, Ester, amine, ammonia, hydrofluoric acid, chlorosulfonic acid, phosphoric acid hydraulic oil.
High temperature resistance
Fluororubber has the best high-temperature resistance in the current elastomer. Bonve Pump with FFKM material can be continuous working at 280℃.
Aging resistance
Fluororubber has excellent weathering resistance and ozone resistance. It has been reported that the VitonA developed by DuPont has been performing satisfactorily after 10 years of natural storage, and there is no significant cracking in the air having an ozone concentration of 0.01% for 45 days.
Excellent mechanical properties
Fluororubber has excellent physical and mechanical properties. Fluororubber 26 generally has a strength of between 10 and 20 MPa, an elongation at break of between 150 and 350%, and a tear strength of between 3 and 4 KN/m. Fluororubber 23 has a strength between 15.0 and 25 MPa, an elongation of 200% to 600%, and a tear strength of between 2 and 7 MPa.
Characteristics of EPDM rubber

Low density and high filling
The density of EPDM is a lower rubber with a density of 0.87. In addition, the oil can be filled in a large amount and the filler is added, thereby reducing the cost of the rubber product.
Strong anti-aging properties
EPDM has excellent weather resistance, ozone resistance, heat resistance, acid and alkali resistance, water vapor resistance, color stability, electrical properties, oil-filling properties and fluidity at room temperature. EPDM products can be used for a long time at 120℃, and can be used temporarily or intermittently at 150-200℃. Adding a suitable anti-aging agent can increase its use temperature. EPDM rubber can be cracked for more than 150h under the condition of ozone concentration of 50pphm and stretching of 30%.
Good corrosion resistance
Due to the lack of polarity and low unsaturation of EPDM, it has good resistance to various polar chemicals such as alcohols, acids, alkalis, oxidants, refrigerants, detergents, animal and vegetable oils, ketones and fats. However, it is less stable in aliphatic and aromatic solvents (such as gasoline, benzene, etc.) and mineral oil. Performance is also reduced under the long-term effect of concentrated acid.
Should have any question on the selection for Bonve Rotary Lobe Pump and Homogenizer mixer O-ring material, contact us to learn more.
Meeting Russia’s Industrial Demands: Why Bonve 4G Rotary Lobe Pumps Are the Ideal Choice
Russia’s vast industrial landscape, spanning oil and gas, food processing, chemicals, and pulp and paper, demands robust, reliable, and versatile pumping solutions. Among these, rotary lobe pumps have emerged as critical assets for handling challenging fluids, from high-viscosity slurries to sanitary-grade food products. Bonve Pumps, a leading Chinese manufacturer with over 20 years of expertise, offers its 4th Generation (4G) Rotary Lobe Pumps—a technology tailored to meet Russia’s unique industrial challenges. Let’s explore why Bonve’s innovations align perfectly with this market’s needs.
Russia’s Key Industries and Pumping Challenges
- Oil & Petrochemicals: Transporting heavy oils, lubricants, and corrosive chemicals requires pumps that withstand extreme pressures (up to 1.5 MPa) and resist wear.
- Food & Dairy: Hygiene, CIP/SIP compatibility, and gentle handling of viscous products like yogurt or chocolate are non-negotiable.
- Pulp & Paper: Abrasive slurries with up to 70% solid content demand durable, low-maintenance pumps.
- Chemicals & Pharmaceuticals: Precision dosing, leak-free sealing, and compatibility with aggressive media are critical.
Russia's harsh climate further amplifies the need for equipment with long service life, minimal downtime, and ease of maintenance—factors where Bonve's 4G pumps excel.
Bonve 4G Rotary Lobe Pumps: Engineered for Excellence
Bonve's 4G technology incorporates decades of R&D and field experience, offering features that directly address Russia's industrial demands:
1.Unmatched Durability
Six-Bearing Design: Unlike competitors'four-bearing systems, Bonve’s six independently arranged bearings enhance shaft stability, reduce radial/axial movement, and extend pump life—even under high-pressure conditions.
Zero-Friction Rotors: CNC-machined rotors maintain precise gaps, eliminating contact and wear while handling solids or viscous fluids.
2.Versatility Across Applications
Interchangeable Rotors: Switch between Single-wing, Bi-wing, Tri-lobe, and Multi-impeller rotors in one pump body—ideal for diverse media, from abrasive paper pulp to shear-sensitive creams.
Targeted Sealing Solutions: Choose from Single/Double-face mechanical seals (SiC, Tungsten Carbide) or elastomers (FKM, EPDM) to ensure zero leakage, even with hazardous or toxic fluids.
3.Ease of Maintenance
Modular Design: Quick disassembly and CIP/SIP compatibility reduce downtime in food and pharma sectors.
Global Support: Bonve guarantees spare parts delivery within 3 days and 24/7 technical assistance—crucial for remote Russian facilities.
4.Customization & Compliance
Material Options: Stainless steel (316/316L), duplex steel, and specialty coatings suit corrosive or sanitary environments.
Certifications: CE, ISO9001, and patented shaft-seal/rotor designs ensure compliance with international standards.
Why Bonve Stands Out in the Russian Market
Rapid Delivery: Standard pumps ship in 1 week, minimizing project delays.
Cost Efficiency: Fewer wear parts and low maintenance reduce total ownership costs.
Proven Track Record: Over 50,000 pumps operational globally, including in extreme climates akin to Russia's.
Applications Spotlight: Bonve Pumps in Action
Oil Refineries: Transferring heavy crude oil (up to 1,000,000 mPa·s) with Bonve's Tri-lobe rotors and double-face seals.
Dairy Plants: Hygienic processing of syrups and dairy slurries using CIP-ready 316L stainless steel models.
Chemical Facilities: Precision dosing of resins and adhesives with Multi-impeller rotors and VFD-controlled motors.
As Russia continues to modernize its industrial infrastructure, Bonve’s 4G Rotary Lobe Pumps offer a future-proof solution—combining cutting-edge engineering, adaptability, and unwavering reliability. For industries seeking to optimize efficiency and reduce downtime, partnering with Bonve means investing in a pump technology built to thrive in the world’s toughest environments.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial magnet accessories2
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- blade1
- brush1
- chip1
- industrial hose1
- lens1
- mold1
- plc3
- pump2
- racking2