Choosing the right sintered neodymium magnet means you must match your needs to what the magnet can do. You want a magnet with strong neodymium power. But you also need to think about its shape and size. You should check if the magnet’s properties fit your project. Sintered neodymium magnets can have problems like cracks, scratches, or dents. They are brittle, so shaping them is hard. Even small defects can change how the magnet works. If you focus on the right properties and know these problems, you can pick a sintered magnet that works for you.
Key Takeaways
-
Make sure the magnet's strength, size, shape, and temperature rating fit your project's needs for best results.
-
Pick the right magnet grade to balance power, heat resistance, and cost.
-
Choose a coating that keeps your magnet safe from rust and damage, depending on where you will use it.
-
Learn if the magnetization direction is axial or radial so your magnet works well in your project.
-
Try out sample magnets and ask experts for help to avoid mistakes and get magnets that last a long time.
Application Needs
Before you choose a sintered neodymium magnet, you must know what your project needs. If you figure out your needs first, you can save money and make sure your magnet works well. Let’s look at the main things to think about.
Magnetic Strength
First, think about how much pull force you need. Do you want the magnet to hold something heavy or just a small part? Sintered neodymium magnets are known for being very strong. The sintering process packs neodymium powder tightly. This makes the magnets strong and stable, even in tough places. That is why they are used in electric car motors, wind turbines, and MRI machines. These places need strong magnets in small spaces.
Here is a table that shows how magnetic strength changes by use:
|
Application Type |
Magnet Type |
Magnetic Strength (Tesla) |
Key Considerations |
|---|---|---|---|
|
High-performance industrial |
Sintered Neodymium |
Up to 1.4 |
Needed for compact, high-force applications (e.g., EV motors, MRI machines) |
|
Moderate strength consumer |
Ferrite |
0.2 - 0.5 |
Used where space and strength demands are lower (e.g., refrigerator magnets, speakers) |
|
Environmental conditions |
Both (varies) |
N/A |
Ferrite favored for thermal stability; Neodymium requires coatings for durability |
|
Manufacturing process |
Sintered Neodymium |
Enhanced strength & durability due to sintering |
|
|
Cost and size constraints |
Both |
N/A |
Neodymium chosen for strength-to-size ratio despite higher cost; ferrite for cost-effectiveness |
You should always match the pull force and magnetic strength to your project. If you need a magnet for a wind turbine or electric car, you want the strongest one. For a speaker, you can use a weaker magnet.
Tip: Always check the pull force for your magnet. This tells you how much weight it can hold. It helps you avoid picking a magnet that is too weak or too strong.
Size and Shape
The size and shape of your magnet are important. You need to make sure the magnet fits your space and gives the right pull force. Sintered neodymium magnets come in many shapes. Some are discs, blocks, rings, arcs, or even tiny custom magnets. Each shape has its own size range and limits.
|
Typical Size Range (mm) |
|
|---|---|
|
Disc Magnets |
Diameter: 1–20; Thickness: 1–10 |
|
Block Magnets |
Length: 5–300; Width: 2–50; Thickness: 1–50 |
|
Ring Magnets |
Outer Diameter: 5–200; Inner Diameter: 2–150; Thickness: 1–50 |
|
Arc/Segment Magnets |
Outer Radius: 30–60; Inner Radius: 20–40; Thickness: 8–15 |
|
Plate/Grid Magnets |
Up to 300 x 300 (for separators or lifting systems) |
|
Pot/Cup Magnets |
Diameter: 20–100; Height: 5–25 |
|
Custom Micro-Magnets |
Any dimension: 0.5–5 |
Standard limits help your magnet meet the exact size you need. For example, disc magnets can have very tight size limits. Always check the size and shape before you buy. This way, your magnet will fit and work as you want.
Temperature Range
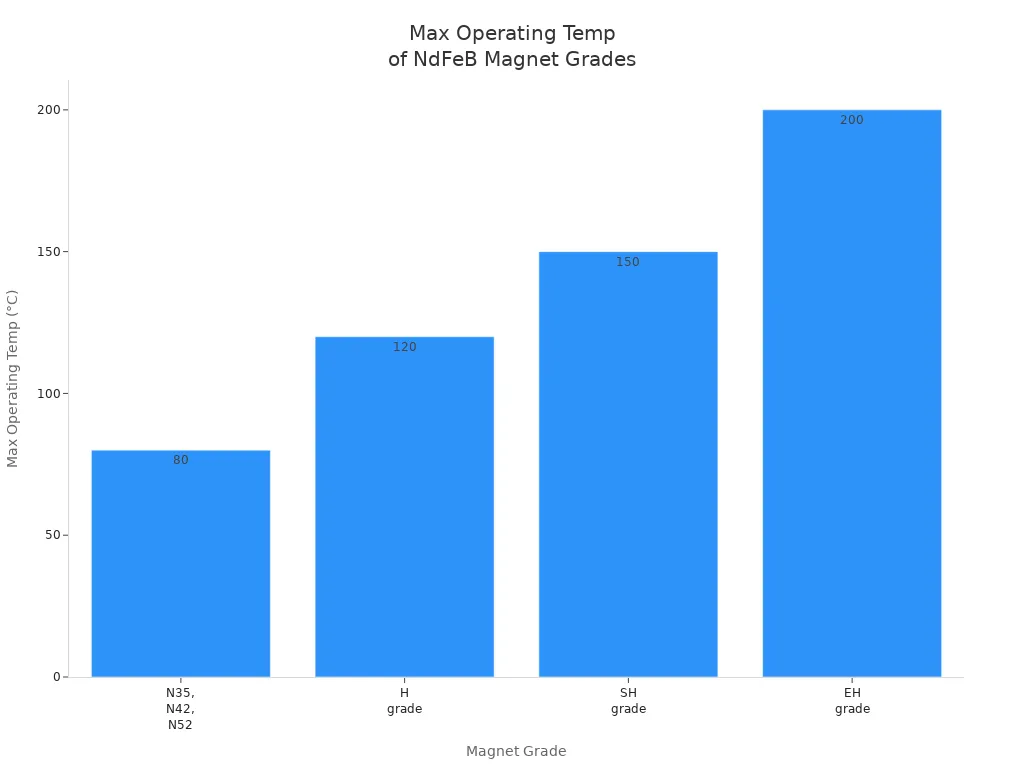
Heat can change how your neodymium magnet works. Regular sintered neodymium magnets start to lose strength above 80°C. If your project gets hot, like in cars or electronics, you need a special magnet grade. Grades like H, SH, and EH are made for high heat. For example, N48SH magnets work up to 150°C. They stay strong in car sensors or machines.
Here is a chart that shows how different grades handle heat:
|
Magnet Grade |
Typical Maximum Operating Temperature |
Application Context |
|---|---|---|
|
N35, N42, N52 (common grades) |
Lower temperature limits (below 80°C) |
General use in motors, electronics |
|
H grade |
Up to 120°C |
Higher temperature resistance applications |
|
SH grade (e.g., N42SH, N48SH) |
Up to 150°C |
Automotive, sensors, high-temperature environments |
|
EH grade |
Up to 200°C |
Demanding high-temperature environments |
If your project faces high heat, always check the magnet’s temperature rating. Picking the right grade keeps your magnet strong and stops it from failing.
Environmental Factors
Where you use your magnet matters a lot. Neodymium magnets do not like water or salty air. Humidity, water, and salt can cause rust and cracks. If your project is outside, near the sea, or in wet places, you need extra protection.
Most sintered neodymium magnets get a coating like nickel-copper-nickel, epoxy, or zinc. These coatings stop rust and keep your magnet strong. For very harsh places, you might need to seal the magnet or use special covers.
Note: Always match the coating to your project. Epoxy and NiCuNi coatings are good for wet or salty places. If you skip this step, your magnet could get weak or break.
Common Application Categories
You can find sintered neodymium magnets in many places. Here are some main uses:
-
Automotive Industry: Electric car motors, power steering, sensors
-
Renewable Energy: Wind turbine generators
-
Medical Devices: MRI machines, diagnostic tools
-
Industrial Automation: Robots, magnetic separators
Each use has its own needs for strength, pull force, size, heat, and environment. If you know these needs first, you will pick the right magnet every time.
Quick Steps to Define Your Application Needs:
-
Decide the pull force and magnetic strength you need.
-
Measure your space and pick the right size and shape.
-
Check the temperature range for your project.
-
Think about water, chemicals, and other factors.
-
Review the details for each magnet.
-
Test a sample if you can.
-
Ask an expert or supplier if you need help.
Knowing your project needs is the most important step. When you know what you want, you can pick the right sintered neodymium magnet and get the best results.
Sintered Neodymium Grades
When you pick a permanent magnet, you should know about sintered neodymium grades. These grades show how strong the magnet is and how it works in different places. If you pick the right grade, your permanent magnet will work better and last longer.
Grade Selection
You will see letters and numbers like N35, N42, or N52 on neodymium magnets. The number after "N" tells you the maximum energy product. This number shows how much magnetic strength the permanent magnet has. Bigger numbers mean the magnet is stronger and works better.
Here are some common grades and where you might use them:
-
N35, N38: Good for simple things, like small motors or toys.
-
N42, N45: Used in electronics, sensors, and some medical tools.
-
N48, N52: Great for strong needs, like electric cars, wind turbines, and special machines.
-
Special temperature grades (like N42SH, N48SH): Good for hot places, like car engines or green energy systems.
The letter after the number (like "SH" in N48SH) shows how much heat the permanent magnet can take. For example, "SH" means it can handle super high heat.
You can look at this table to compare popular neodymium magnet grades:
|
Magnet Grade |
Maximum Energy Product (BHmax) MGOe |
Coercivity (kOe) |
Max Operating Temperature (°C) |
|---|---|---|---|
|
N35 |
35 |
N/A |
N/A |
|
N42 |
42 |
12 |
80 |
|
N42SH |
42 |
20 |
150 |
|
N52 |
52 |
N/A |
N/A |
|
N54-N58 |
54-58 |
Higher (varies) |
Higher (varies) |
A higher maximum energy product means a stronger permanent magnet. If you need a magnet for a hard job, like an electric car or wind turbine, pick a higher grade. If you only need a small magnet for something easy, a lower grade is fine.
You also need to think about heat. Some permanent magnets get weak when they get hot. The letter at the end of the grade tells you how much heat the magnet can take. Here is a quick guide:
|
Coercivity / Temperature Resistance Description |
Max Operating Temperature (°C) |
|
|---|---|---|
|
M |
Medium coercivity |
100 |
|
H |
High coercivity |
120 |
|
SH |
Super High coercivity |
150 |
|
UH |
Ultra High coercivity |
180 |
|
EH |
Extra High coercivity |
200 |
|
AH |
Advanced High coercivity |
230 |
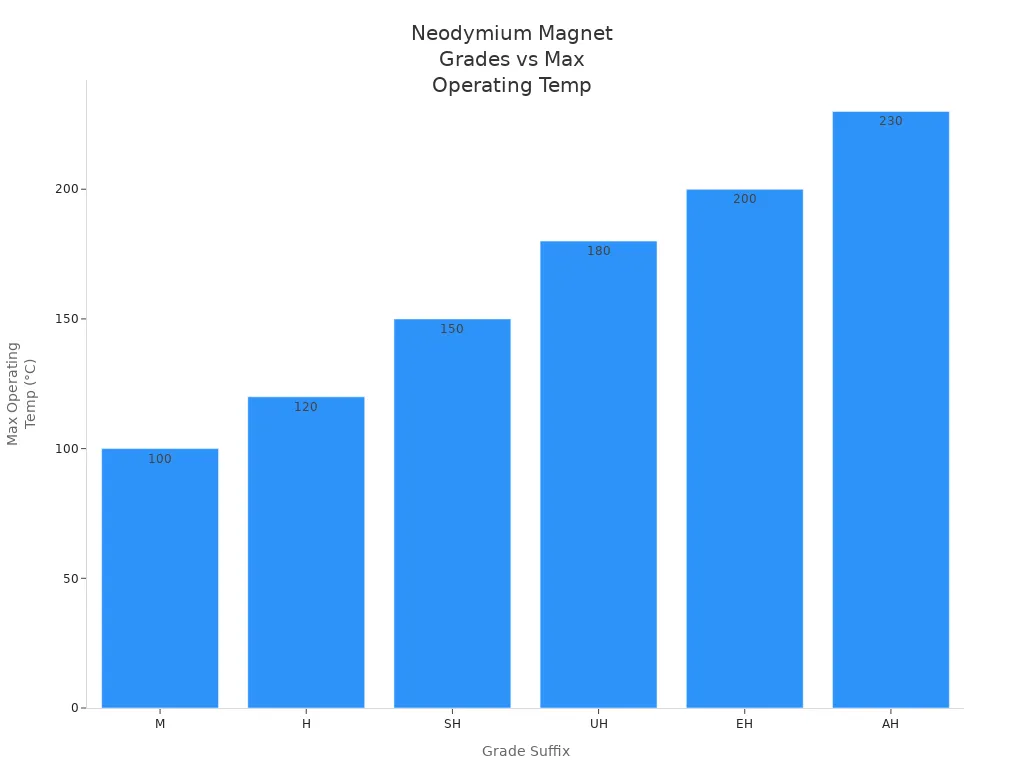
If you want your permanent magnet to work in a hot place, pick a grade with a higher temperature letter. For example, N42SH can handle up to 150°C, so it works well in cars or machines that get hot.
Cost vs. Performance
You might ask, "Should I always pick the strongest permanent magnet?" Not always! Stronger sintered neodymium magnets cost more money. You need to balance how well it works and how much it costs.
Here is a table to help you see how cost and performance change with different grades:
|
Magnet Grade |
Magnetic Strength (Br in Gauss) |
Price Increase Compared to N35 |
Max Operating Temperature |
Cost-Performance Relationship |
|---|---|---|---|---|
|
N35 |
11700 |
Baseline |
~80°C |
Standard grade, baseline cost and performance |
|
N52 |
14800 |
20-40% higher |
~80-100°C |
Higher magnetic strength, increased cost justified by performance |
|
N35SH |
~11700 |
60% higher |
~150°C |
Same strength as N35 but higher temperature tolerance, higher cost |
If you pick a higher grade, you get better performance, but you pay more. For example, N52 magnets cost about 20-40% more than N35 magnets. If you need a permanent magnet that works in high heat, like N35SH, you will pay about 60% more than a regular N35. The price also goes up if you want a special shape or coating.
Tip: Only choose a high-grade sintered neodymium magnet if your project really needs extra strength or heat resistance. For most simple jobs, a standard grade gives you good performance at a lower cost.
The cost of a permanent magnet depends on more than just grade. Size, shape, and coatings also matter. Raw materials, like rare earth metals, make up most of the price. If you want a special shape or a coating to stop rust, the price can go up by 40-50%. But these features can help your permanent magnet last longer and work better.
When you compare neodymium and ceramic magnets, you will see that neodymium magnets are much stronger in a smaller size. Ceramic magnets cost less, but they are weaker and cannot do hard jobs. Sintered neodymium magnets are best when you need strong, small, and reliable permanent magnets.
So, always match the grade to your needs. Think about how much strength, heat resistance, and durability you need. Then, balance the cost with the performance you want. This way, you get the right permanent magnet for your project without spending too much.
Magnet Coatings

Corrosion Protection
You need to think about corrosion when using a neodymium magnet. These magnets are very strong, but they can rust fast if not protected. Even a little water or salty air can hurt your magnet. If rust starts, the magnet gets weak and might break. You want your neodymium magnets to last a long time, so you need a good coating.
A coating works like a shield. It keeps water, chemicals, and air away from the magnet. With the right coating, your neodymium magnet can stay strong for 30 to 50 years, even in tough places. If you do not use a coating, your magnets will not last long. They could stop working in just a few months, especially in wet or humid places.
Tip: Always check the coating before you buy a neodymium magnet. The right coating helps your magnet stay strong and safe.
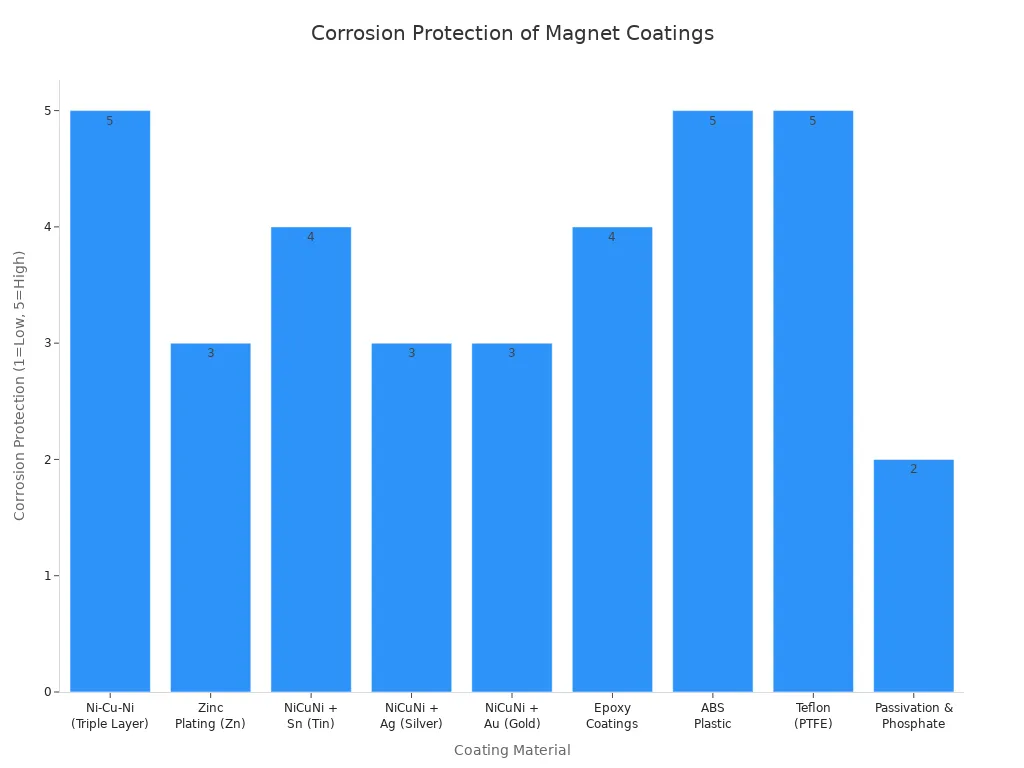
Here is a chart that shows how well different coatings protect neodymium magnets from rust:
Coating Types
There are many coatings you can pick for neodymium magnets. Each one has its own good points. Some work better in wet places, while others are best for dry or indoor use. Let’s look at the most common coatings and what they do for your magnet:
|
Coating Material |
Typical Thickness |
Corrosion Protection Effectiveness |
Additional Properties and Notes |
|---|---|---|---|
|
Ni-Cu-Ni (Triple Layer) |
10-20 µm |
High corrosion resistance; excellent humidity and heat resistance; withstands high pressure and aging tests |
Maintains magnetic properties; widely used; provides electromagnetic shielding; suitable for harsh environments |
|
Zinc Plating (Zn) |
5-8 µm |
Moderate corrosion resistance; self-sacrificing but prone to surface powdering and discoloration under contamination |
Less durable than nickel; better for mild corrosion environments; color zinc coatings improve resistance over blue-white zinc |
|
NiCuNi + Sn (Tin) |
10-25 µm |
Good corrosion protection with added weldability and electrical contact properties |
Used where weldability and electrical contact are required |
|
NiCuNi + Ag (Silver) |
10-20 µm |
Good appearance and weldability; moderate resistance to discoloration |
Suitable for electrical contact applications |
|
NiCuNi + Au (Gold) |
10-20 µm |
Good decoration and color stability; relatively expensive |
Used for decorative and electrical contact purposes |
|
Epoxy Coatings |
10-30 µm |
Good moisture, heat, and salt spray resistance |
Provides excellent adhesive bond; used in demanding applications like wind turbines |
|
ABS Plastic |
Variable |
High corrosion resistance |
Applied by injection molding; available in multiple colors |
|
Teflon (PTFE) |
Variable |
High corrosion resistance and slipperiness |
Suitable for harsh environments |
|
Passivation & Phosphate |
1-3 µm |
Temporary corrosion protection |
Used as temporary coatings before permanent coatings |
Nickel coatings, like the triple-layer Ni-Cu-Ni, are the most popular for neodymium magnets. They make the magnet shiny and protect it from rust, heat, and pressure. If you need a magnet for a wet or salty place, epoxy coatings are a good choice. They make a thick, tough layer that keeps water out. Zinc coatings cost less, but they do not last as long in hard conditions.
If you want your neodymium magnet to last, pick a coating that matches your environment. For outdoor or marine use, choose epoxy or Teflon. For indoor or dry places, nickel or zinc may be enough.
With the right coating, your neodymium magnets will stay strong, safe, and reliable for many years.
Magnetization Direction
When you choose a neodymium magnet, you need to know how it is magnetized. The way the magnet is magnetized changes how it works in your project. There are two main types: axial and radial. Each type gives a different magnetic field and is good for different jobs.
Axial vs. Radial
Axial magnetization means the north and south poles are on the flat ends. If you look at a disc or cylinder magnet, the poles are on the top and bottom. The magnetic field goes straight from one end to the other. This is good when you want the magnet to pull or push in a straight line. People use axially magnetized neodymium magnets in sensors, speakers, and holding tools.
Radial magnetization is not the same. Here, the poles are around the edge of the magnet. The magnetic field moves out or in from the center, like the spokes of a wheel. This type is best for spinning machines, motor rotors, and magnetic encoders. Radially magnetized neodymium magnets give a smooth field all around the edge.
Here is a table to show the differences:
|
Aspect |
Axially Magnetized Magnets |
Radially Magnetized Magnets |
|---|---|---|
|
Magnetization Direction |
Along the height (top to bottom) |
Along the radius, outward or inward from center |
|
Magnetic Pole Location |
Poles at the two end faces |
Poles around the circumference |
|
Magnetic Field Distribution |
Field lines go from one end to the other |
Field lines radiate outward or inward along the radius |
|
Typical Applications |
Sensors, speakers, linear holding, push-pull actions |
Motor rotors, encoders, angle detection, Hall sensors |
|
Manufacturing Complexity |
Easier, less expensive |
More difficult, needs custom fixtures |
Tip: If your magnet needs to spin, pick a radial type. For pulling or pushing in a line, use axial.
Assembly Considerations
Always check the magnetization direction before building your project. If you use the wrong type, your neodymium magnet might not work right. Axially magnetized magnets are easy to stack or line up. They fit well in simple builds. Radially magnetized neodymium magnets need special holders. Their field wraps around the edge, so they need extra care.
When you put neodymium magnets in motors or sensors, the direction is very important. If you mix up the magnetization, your device could lose power or stop. Always ask your supplier about the magnetization direction. You can also test a sample to see how the field moves.
Note: The right magnetization direction makes your neodymium magnet safer and more reliable. It also helps you get the best results from your magnets.
Permanent Magnet Quality
If you want your project to work well, you need a good permanent magnet. Not every magnet is made the same way. Some magnets are stronger and last longer than others. You can tell if a permanent magnet is high quality by checking the supplier and their certifications.
Supplier Selection
Choosing the right supplier is very important. You want a supplier who knows how to make permanent magnets from start to finish. Here are some things to look for:
-
See if the supplier has certifications like ISO 9001, ISO 14001, or RoHS. These show they care about quality and the environment.
-
Ask about how they make their magnets. Good suppliers use pure materials and special methods like strip casting and jet milling. This helps the permanent magnet stay strong.
-
Make sure they have their own sintering and plating workshops. This means they control every step and do not just buy unfinished magnets.
-
Look for suppliers who test every permanent magnet. They should use salt spray and stress tests to check for rust and strength.
-
See if they can make custom magnets for you. A good supplier will help you get the right permanent magnet for your project.
-
Read reviews and talk to other customers. You want a supplier who delivers magnets on time and has a good reputation.
Tip: A good supplier will answer your questions fast and help you fix problems. Good communication helps you get the right permanent magnet every time.
Certifications
Certifications show that a permanent magnet meets strict rules. In the car industry, IATF 16949 is very important. This standard proves the permanent magnet is safe and works well in cars. For electronics, look for ISO 9001 and RoHS. These mean the permanent magnet is made with care and does not have harmful stuff.
Here is a table to help you remember:
|
Certification |
What It Means |
Where It Matters |
|---|---|---|
|
ISO 9001 |
Quality management |
All industries |
|
ISO 14001 |
Environmental management |
All industries |
|
RoHS |
No harmful substances |
Electronics, general |
|
IATF 16949 |
Automotive quality |
Automotive industry |
When you see these certifications, you know your permanent magnet will last and work well. Always ask your supplier for proof before you buy a magnet.
Testing and Consultation
Application Testing
You want your magnet to work perfectly in your real-world application. The best way to make sure is to test it before you use it in your final product. Testing helps you spot problems early and gives you confidence that your magnet will last.
Here are some smart steps you can follow when testing a sintered neodymium magnet:
-
Check the size and shape with special measuring tools. This makes sure your magnet fits your design.
-
Measure the magnetic strength using a gaussmeter or Hall-effect probe. You want to see if the magnet is strong enough for your application.
-
Test the pull force by attaching the magnet to a metal surface and seeing how much force it takes to pull it off. This shows how well it will hold in real life.
-
Look at the coating. Try scratch or tape tests to see if the protective layer stays on. A good coating keeps your magnet safe from rust.
-
Put the magnet through temperature changes. Heat it up and cool it down to see if it still works. This is important if your application gets hot or cold.
-
Spray the magnet with salty water or keep it in a humid place. This checks if it can handle tough environments.
-
Keep records of all your tests. Good notes help you track quality and solve problems later.
Tip: Always test a sample magnet in your actual application before you order a big batch. This saves you time and money.
Expert Advice
Sometimes, you might not know which magnet is best for your project. That’s when you should talk to a magnet expert or engineer. They can help you pick the right magnet and avoid mistakes.
-
Ask your supplier for advice. Good suppliers know a lot about magnets and can answer your questions.
-
Share details about your application, like size, temperature, and environment. The more they know, the better they can help.
-
If you have special needs, like a custom shape or coating, experts can suggest the best options.
Note: Getting advice from a magnet expert can help you avoid costly errors and make your application work better.
Common Mistakes
When you pick a sintered neodymium magnet, it’s easy to make mistakes. Some of these mistakes can cost you time, money, or even your whole project. Let’s look at two of the most common slip-ups and how you can avoid them.
Overlooking Environment
You might think your magnet will work anywhere, but that’s not true. The environment around your magnet matters a lot. If you ignore things like moisture, chemicals, or extreme temperatures, your magnet can lose its strength fast. Water and salty air can cause rust. Chemicals can eat away at the surface. High heat can make the magnet weak or even ruin it.
If you skip coatings like nickel, epoxy, or gold, your magnet might not last. Without protection, magnets in wind turbines, cars, or factories can wear out quickly. You’ll see cracks, rust, or a drop in magnetic strength. Always match your magnet’s coating to where you plan to use it.
Ignoring Long-Term Needs
You want your magnet to work well today, but you also need it to last. If you forget about long-term needs, you could face big problems later. For example, if you use a magnet in a hot place but don’t check its temperature rating, it might lose its strength or stop working. Some magnets can’t handle high heat. Others break if they face too much stress or shock.
Here are some things that can go wrong if you ignore long-term needs:
-
The magnet loses strength if it gets too hot.
-
Rust forms if you skip the right coating, making the magnet weak.
-
The magnet chips or breaks if it faces too much force.
-
Strong outside magnets or heat can cause demagnetization.
-
Poor handling or the wrong environment can lead to cracks and short life.
Think about how your magnet will be used over time. Pick the right grade, coating, and shape for your project. This way, your magnet keeps its strength and lasts longer.
If you avoid these mistakes, you’ll get the best performance and value from your sintered neodymium magnets.
Quick Checklist
Step-by-Step Review
You want to make sure you pick the right sintered neodymium magnet. Here’s a simple step-by-step review you can follow before making your final choice:
-
Check the Alloy and Casting
Make sure the magnet comes from a high-quality alloy. Rapid cooling during strip casting helps prevent weak spots. -
Look at the Powder Quality
The magnet should be made from fine powder. This helps the grains line up and gives you better magnetic strength. -
Review Pressing and Alignment
The powder must be pressed under a magnetic field. This step makes sure the magnet will work as expected. -
Confirm Sintering and Heat Treatment
The magnet should be dense and free from holes. Good heat treatment boosts strength and keeps the magnet stable. -
Check Machining and Edges
The magnet should have smooth edges. This prevents chipping and helps coatings stick better. -
Ask About Magnetization
The magnet needs a strong magnetic field to reach full power. Make sure the supplier uses the right process. -
Test and Classify
Reliable suppliers test magnets for strength and consistency. They should share these results with you. -
Inspect the Coating
A good coating protects against rust. Pick the right one for your environment.
Tip: Always ask your supplier about each step. This helps you avoid surprises and get the best magnet for your needs.
Key Questions
Before you buy, answer these key questions to make sure you have the right magnet:
-
What magnetic strength do you need for your project?
-
Will the magnet face high temperatures? What is the maximum temperature it will reach?
-
Does your environment have moisture, salt, or chemicals? What level of corrosion resistance do you need?
-
What magnet grade (like N35, N42, N52) fits your strength and temperature needs?
-
What shape and size work best for your application?
-
Is the cost within your budget?
-
Can you trust your supplier to deliver quality magnets every time?
-
What type of coating will protect your magnet best?
-
Do you need high coercivity for tough environments?
-
Have you tested a sample magnet in real conditions?
If you can answer these questions, you’re ready to choose the ideal sintered neodymium magnet for your project!
You can pick the perfect sintered neodymium magnet by following a few simple steps. Start by matching the magnet’s strength, grade, and coating to your project. Use the checklist to double-check your choices. Remember, these magnets are the strongest and work best when you balance power, durability, and cost. If you feel stuck, reach out to a supplier or magnet expert. They can help you find the right fit and make sure your magnet meets all safety and quality standards.
FAQ
What makes sintered neodymium magnets so strong?
Sintered neodymium magnets use rare earth materials and a special process that packs the particles tightly. This gives you a magnet with powerful pull in a small size.
Can you cut or drill a neodymium magnet at home?
You should not try to cut or drill these magnets. They are very brittle and can break or chip. The dust is also dangerous. Always order the size and shape you need.
How do you store neodymium magnets safely?
Keep your magnets apart and away from electronics, credit cards, and kids. Use spacers or keepers if possible. Store them in a dry place to prevent rust.
Do neodymium magnets lose strength over time?
If you use them in normal conditions, these magnets keep their strength for many years. High heat, strong impacts, or corrosion can make them weaker.
Are neodymium magnets safe to use around electronics?
You need to be careful. These magnets can damage hard drives, credit cards, and some medical devices. Keep them away from sensitive electronics to avoid problems.
Ratchet straps are versatile and essential tools for securing cargo during transportation, ensuringthat it remains stable and safe throughout the journey. Understanding the correct way to tie down a ratchet strap is crucial for ensuring the security of the load being transported. In this blog post, we will discuss the step-by-step process of properly tying down a ratchet strap to secure your cargo effectively.
How to Tie Down a Ratchet Strap
Before you begin, ensure that the ratchet strap is free of any twists or knots. Check the strap for signs of wear or damage that could compromise its strength. Inspect both the strap and the ratchet mechanism to ensure they are in good working condition.
Position the cargo on the vehicle or platform and locate suitable anchor points to attach the ratchet straps. Anchor points should be sturdy and secure to withstand the tension applied by the ratchet straps during transportation.
To thread the ratchet strap, follow these steps:
1. Pull the loose end of the strap through the mandrel of the ratchet mechanism.
2. Pull the strap tight to remove any slack, ensuring that it is positioned flat and not twisted.
3. Position the strap over the cargo and take the loose end under the anchor point, then back up and feed it through the mandrel of the ratchet again.
Operate the ratchet handle to tighten the strap. With each stroke of the handle, the strap will tighten around the cargo. Ensure that the strap is securely fastened and that there is no slack that could lead to movement during transit.
Once the strap is tightened to the desired tension, lock the ratchet mechanism to prevent accidental loosening. Some ratchet straps feature a locking mechanism or handle that secures the strap in place.
After tightening the ratchet strap, secure the loose end by tying it off or using Velcro straps to prevent it from flapping during transit. This helps to maintain a neat and secure strapping arrangement.
Before moving the cargo, perform a final check to ensure that the ratchet straps are securely fastened, and the load is stable. Check the tension of the straps and confirm that they are evenly distributed to prevent shifting during transport.
By following these steps and ensuring that the ratchet straps are correctly applied and securely fastened, you can effectively tie down your cargo for safe and secure transportation. Properly secured loads help prevent accidents, damage, and ensure a smooth and worry-free transport experience.

In lifting and rigging operations, safety is a strict requirement.
In the United States, the Occupational Safety and Health Administration (OSHA) has established clear regulations for sling use to protect workers and prevent accidents.
Any business that uses slings for hoisting, lifting, or material handling must understand and follow these standards.
1. Overview of OSHA Sling Standards
The main OSHA regulations for slings are found in:
-
29 CFR 1910.184 – General Industry
-
29 CFR 1926.251 – Construction
These cover:
-
Types of slings (synthetic web, synthetic round, wire rope, alloy steel chain, etc.)
-
Design and manufacturing requirements
-
Inspection and removal from service
-
Safe operating practices
-
Identification and labeling requirements
The purpose is to ensure slings are used within their rated capacity, remain in good condition, and are handled by trained personnel.
2. Identification and Labeling
Each sling must have a permanent tag showing:
-
Manufacturer’s name or trademark
-
Rated load for each hitch type (vertical, choker, basket)
-
Material type
-
Length and width (for synthetic slings)
-
Any warnings or limitations
If the tag is missing or unreadable, the sling must be removed from service until proper identification is restored.
3. Inspection Requirements
Slings must be inspected regularly for wear, damage, or defects.
For synthetic web and round slings, check for:
-
Cuts, fraying, or broken stitching
-
Burns or chemical damage
-
Knots or severe abrasion
-
UV degradation
Inspection frequency:
-
Visual check before each day’s use
-
Periodic inspection based on service conditions
Any sling showing signs of damage must be removed from service immediately.
4. Safe Use Practices
To comply with OSHA requirements:
-
Never exceed the Working Load Limit (WLL)
-
Avoid shock loading
-
Use corner protectors or padding at sharp edges
-
Store slings in a dry, clean place, away from sunlight and chemicals
-
Use slings only for their intended purpose
5. Importance of Compliance
Following OSHA standards prevents accidents, reduces equipment damage, and protects workers.
Non-compliance can result in fines, project delays, and legal liability.

How are the inlet and outlet pressures produced of the Rotary lobe pump?
The inlet and outlet pressures of a rotary lobe pump are generated through the cyclic volumetric changes of its sealed working chambers and the positive displacement of fluid by the intermeshing lobes. Here’s a detailed breakdown of the mechanism:
1. Core Structure: The Basis of Pressure Generation
A rotary lobe pump consists of:
· Two counter-rotating lobes (cam-shaped rotors) with precise meshing.
· A stationary pump casing that forms a tight seal with the lobes, creating multiple enclosed "working chambers" between the lobes and the casing.
These working chambers are critical—their volume expands and contracts as the lobes rotate, driving fluid movement and pressure changes.
2. Inlet Pressure: Negative Pressure from Volume Expansion
At the inlet (suction side), pressure is generated by the expansion of the working chambers, which creates a low-pressure zone to draw fluid in:
1. As the lobes rotate, they separate at the inlet region, causing the volume of the working chambers in this area to increase rapidly.
2. According to the principle of volumetric displacement, the expanding volume reduces the pressure inside the chambers (below atmospheric pressure or the upstream system pressure).
3. This negative pressure (suction) overcomes the resistance in the inlet pipeline, pulling fluid into the chambers until they are fully filled (when the lobes are maximally separated).
Key Note: Inlet pressure is typically slightly below atmospheric pressure. Its magnitude depends on inlet line resistance (e.g., pipe length, bends, fluid viscosity)—higher resistance requires a stronger negative pressure to draw fluid effectively.
3. Outlet Pressure: Positive Pressure from Volume Contraction
At the outlet (discharge side), pressure is generated by the contraction of the working chambers, which forces fluid out under pressure:
1. As the lobes continue to rotate, the filled working chambers move toward the outlet. Here, the lobes re-mesh, causing the chamber volume to decrease sharply.
2. Since fluids are nearly incompressible, the shrinking volume compresses the trapped fluid, increasing the pressure inside the chambers.
3. When the lobes fully mesh, the working chambers collapse completely, forcing the pressurized fluid out of the outlet into the discharge pipeline—creating outlet pressure.
Key Note: Outlet pressure is determined primarily by the resistance of the downstream system (e.g., pipe friction, elevation, backpressure from equipment). Higher downstream resistance requires greater pressure to push fluid through, and the pump maintains this pressure by continuing to reduce chamber volume.
4. Sustaining Pressure: Sealing and Continuous Operation
Stable inlet and outlet pressures rely on two critical factors:
· Tight Sealing: Minimal clearance (typically 0.1–0.5 mm) between the lobes and casing, and between the lobes themselves, prevents fluid leakage. Leakage (e.g., high-pressure fluid from the outlet flowing back to the inlet) would reduce pressure differentials and efficiency.
· Continuous Rotation: The lobes’ constant rotation ensures overlapping cycles of chamber expansion (suction) and contraction (discharge), delivering a steady flow and maintaining consistent pressure levels (minimizing pulsation).
Summary
The pressures in a rotary lobe pump arise from the dynamic volumetric changes of its working chambers:
· Inlet pressure is a negative pressure (suction) created by expanding chambers, drawing fluid in.
· Outlet pressure is a positive pressure generated by contracting chambers, forcing fluid out.
· Both pressures are balanced against system resistance (inlet resistance for suction, downstream load for discharge) and sustained by tight sealing and continuous rotation.
This mechanism makes rotary lobe pumps ideal for high-viscosity, shear-sensitive, or solids-laden fluids, as they rely on positive displacement rather than centrifugal force.
Many industrial operators face significant challenges when transferring liquid sulfur, particularly with equipment reliability. A common frustration is the rapid failure of gear pumps—often within just 30 hours of operation—due to sulfur solidification and pump corrosion. Let's explore why this happens and how BONVE's specialized rotary lobe pumps provide a superior solution.
The Problem: Why Gear Pumps Fail with Liquid Sulfur
Liquid sulfur presents unique handling challenges that expose critical limitations in standard gear pump designs:
1. Solidification Risks With a melting point of 115-120°C, liquid sulfur rapidly solidifies into hard lumps when cooled. Gear pumps' tiny operational clearances (0.05-0.2mm) get easily blocked by solidified sulfur, causing jamming or catastrophic damage during forced operation.
2. Corrosive & Abrasive Nature High-temperature liquid sulfur corrodes common steels, while impurities (unmelted sulfur, rust particles) act as abrasives—accelerating wear on gear surfaces and bearings.
3. Design Misalignment Gear pumps rely on precise clearances and media lubrication—both problematic for sulfur. Their seals often fail under high temperatures, allowing air ingress that further accelerates sulfur solidification.
4. Operational Vulnerabilities Inadequate insulation, improper shutdown procedures, or insufficient preheating exacerbate these issues, leading to premature failure.
BONVE's Engineered Solution: Rotary Lobe Pumps for Liquid Sulfur
Our rotary lobe pumps are specifically designed to address liquid sulfur's unique challenges, delivering extended service life through these critical features:
· Superior Material Construction Duplex 2205 stainless steel provides exceptional resistance to sulfur's corrosive effects and abrasive particles.
· High-Temperature Sealing FFKM O-rings withstand operating temperatures up to 200°C, maintaining integrity where standard rubber compounds fail.
· Reliable Shaft Sealing Single-face mechanical seal without flushing minimizes potential failure points while preventing sulfur leakage.
· Integral Temperature Control Heating jackets on both casing and cover maintain optimal sulfur temperature, preventing solidification.
· Operational Safeguards (End-user responsibility) Full preheating before restart ensures smooth operation and prevents damage from solidified sulfur.
Application Example
For a typical liquid sulfur transfer application (200°C, 10m³/Hr, 4 Bar), we recommend Rotary Lobe Pump model 80BV12-20 :
|
Parameter |
Specification |
|
Model |
65BV12-20 |
|
Displacement |
1.56L/r |
|
Rotor Type |
Bi-wing rotor |
|
Contact Material |
Duplex 2205 |
|
Seal Configuration |
Single Face Mechanical Seal |
|
Inlet/Outlet Size |
DN80/DN80 (Flanged) |
|
Drive System |
Geared reducer + 11kW motor |
|
Recommended Speed |
250r/min |
Why Choose BONVE for Liquid Sulfur Transfer?
Our rotary lobe pumps' robust design, larger operational clearances, and sulfur-specific materials overcome the limitations of gear pumps. By addressing the root causes of failure—solidification, corrosion, and design constraints—BONVE pumps deliver reliable performance for liquid sulfur applications.
Contact our technical team today to discuss your specific liquid sulfur transfer requirements and discover how BONVE's solutions can reduce downtime and maintenance costs.
In today’s global lifting and rigging industry, safety, durability, and compliance are more important than ever. At NANJING D.L.T SLING CO., LTD, we are proud to be one of China’s leading manufacturers of high-quality synthetic lifting slings and tie-down systems. With a strong focus on safety standards, innovation, and customer satisfaction, we have become a trusted supplier to clients across Europe, North America, Southeast Asia, and beyond.
Our Core Products
We specialize in the production of a wide range of lifting and securing products, including:
-
Webbing slings (flat webbing slings in double-ply or single-ply)
-
Round slings (including ultra heavy-duty slings with capacities up to 1100T)
-
High-performance fiber slings (e.g., UHMWPE slings)
-
Ratchet tie-down straps and lashing systems
-
Lifting nets, tow straps, and more
All products are manufactured with precision using premium materials such as high-strength polyester or UHMWPE, ensuring both strength and longevity under heavy workloads.
Certified for Safety and Quality
At D.L.T, we understand that our customers demand more than just a product — they demand trust. That's why our factory adheres to strict international standards, including EN1492-1/2, EN12195-2, and ASME B30.9, and we hold CE and GS certifications for many of our items. Our slings are designed with safety factors such as 7:1 or 5:1, and each item is carefully inspected before shipment.
Customization & Private Labeling
We know that every client has unique needs. We offer:
-
Custom lengths and widths
-
Customer logos on labels or webbing
-
OEM/ODM services for long-term partners
Our products are widely used in industries such as logistics, construction, shipyards, and heavy machinery.
Global Reach with Local Service
With years of export experience and a multilingual sales team, we’ve established long-term partnerships with clients in France, Germany, Canada, Australia, Indonesia, and many other countries. Whether you're a distributor, importer, or industrial end-user, we’re here to support your business with professional service and fast delivery.
Are You Looking for a Reliable Sling Supplier from China?
We welcome you to contact us for samples, quotations, or custom orders. Let us help you lift your business — safely and efficiently.
📧 Email: sales@dlt-sling.com
🌐 Website: www.dlt-sling.com

If the pump outlet is reduced in size, what will be the consequences?
Among the customers of Anhui Shengshi Datang, the purchase of chemical centrifugal pumps and metal magnetic drive pumps is quite common. However, some clients frequently provide incorrect specifications. When it comes to on-site installation, they discover the discrepancies and assume that minor adjustments will make the pumps usable—but this is not the case.

If a 1-inch pump outlet is fitted with an adapter to reduce it to 8 points (a smaller diameter), will this have any impact on the pump? Can reducing the outlet size achieve a throttling effect? Will increasing the outlet size result in higher head pressure?
First, it’s important to understand one key point: every pump has its fixed performance parameters. Whether the pump outlet is enlarged or reduced, the head pressure will neither increase nor decrease.
When the pump outlet is reduced in size, the outlet pressure will increase, but the pump’s parameters remain unchanged. If the pump outlet is enlarged, the pump can only operate up to its maximum parameter limits. Changing the outlet size is a manual adjustment and does not alter the pump’s inherent performance.
Now, let’s discuss the potential impacts of reducing the pump outlet size:
01 Reducing the pump outlet size is equivalent to partially closing the outlet valve. This increases the pump pressure and reduces the flow rate. The current draw of the pump may decrease slightly, but if the pump experiences vibration, the vibration will not diminish—it might even worsen.
02 Reducing the outlet size does not change the pump’s head pressure. However, if external conditions change, it may affect the pump’s overall performance, potentially leading to higher outlet pressure. This change is dynamic, meaning that reducing the outlet size can act as a throttle, increasing the outlet pressure.
03 If the operating conditions are not ideal, reducing the outlet size may shorten the pump’s service life. But if the pump operates normally after the adjustment, there is no need for concern.
04 As long as the reduction in outlet size is not excessive, it should not cause major issues. However, if the reduction is too significant, it may impede water flow, increasing pressure on the pump and overloading the motor.
05 Changes in the pump outlet size directly affect the flow rate, as industry professionals know. A larger outlet increases the flow rate, while a smaller outlet decreases it.
When adjusting the size of the pump outlet, it is important to consider the performance curve of the pump, the reduction of system resistance and dynamic flow rate, which leads to the diameter of the fluid velocity distribution, resulting in higher resistance and losses, and may change the operating point curve of the pump. Due to the potential throttling effect, the pump's head or maximum efficiency point will not change.
For chemical pumps and metal magnetic device pumps, improper filtration may result in frequency, vibration, or overheating, especially in high viscosity or corrosive fluid applications. In order to maximize performance, it always maintains consistency with hydraulic calculations, pump socket dimensions, pipe diameters, and system requirements.
We, Anhui Shengshi Datang, are willing to communicate and exchange professional technology related to pumps with everyone. Welcome everyone to discuss, and feel free to ask any questions about selection.
Key Differences Between Magnetic Drive Pumps, Centrifugal Pumps, Process Pumps, and Axial Flow Pumps
Anhui Shengshi Datang possesses mature design technology and manufacturing capabilities, providing customers with professional technical support and services to create high-performance, reliable equipment of exceptional quality.

When selecting industrial pumps for fluid transfer applications, understanding the differences between magnetic drive pumps, centrifugal pumps, chemical process pumps, and axial flow pumps is crucial. Magnetic drive pumps use non-contact magnetic coupling to eliminate leaks completely, making them ideal for hazardous, toxic, or corrosive fluids—though they have slightly lower efficiency. Centrifugal pumps are simple, reliable, and cost-effective, best suited for medium-to-high flow rates with low-to-medium head pressure in water supply and HVAC systems. Chemical process pumps are engineered for harsh environments, featuring corrosion-resistant materials to handle acids, alkalis, and high-temperature fluids with superior sealing. Axial flow pumps specialize in high-volume, low-pressure applications like flood control, irrigation, and cooling water circulation.

For optimal performance, consider fluid properties, flow requirements, and sealing needs: choose magnetic pumps for leak-proof operation, centrifugal pumps for general water transfer, process pumps for aggressive chemicals, and axial pumps for large-scale liquid movement. This guide helps ensure safe, efficient, and cost-effective pump selection.
No Leakage vs. Stainless Steel Submersible Pumps: Key Differences
Anhui Shengshi Datang Chemical Equipment Group manufactures a series of magnetic drive pumps and submersible pumps, backed by a professional team and advanced technology. We welcome you to choose us.

When handling corrosive liquids, choosing between a No Leakage Anti-Corrosion Submersible Magnetic Drive Pump and a Stainless Steel Corrosion-Resistant Submersible Pump depends on chemical resistance, durability, and application needs.
No Leakage Magnetic Drive Pump
1.100% leak-proof (no mechanical seal, magnetic coupling)
2.Best for harsh chemicals (PP/PVDF/ETFE construction resists strong acids/alkalis)
3.Low maintenance (fewer moving parts)
Ideal for: Chemical processing, electroplating, semiconductor industries

Stainless Steel Submersible Pump
1.High durability (304/316 stainless steel resists rust & mild chemicals)
2.Handles heat & abrasives (better for hot liquids, slurries, and oils)
3.More affordable but needs occasional seal maintenance
Ideal for: Food processing, marine, oil/gas, industrial drainage
Which One to Choose?
1.Magnetic Drive Pump–Zero leakage, extreme chemical resistance
2.Stainless Steel Pump–Heavy-duty, cost-effective for high temps/abrasion
Need the best corrosion-resistant pump? Contact us for expert recommendations!
Applications of Chemical Pumps
Here is an introduction to the application of chemical pumps. For further details or quotations regarding magnetic drive pumps and centrifugal pumps, please contact Anhui Shengshi Datang.

Chemical pumps are designed to remove crematory liquids from bottles, barrels, tanks or other containers and are widely used in industries such as chemical processing, petroleum, metallurgy, light industry, synthetic fibers, environmental protection, food and pharmaceutical products. These pumps play a crucial role, due to their stable performance, reliable seals, aesthetic design and easy maintenance, to improve product quality, minimize leakage, prevent pollution and improve environmental conditions. They are suitable for the transport of crematory or highly reactive media at different temperatures in sectors such as power plants, pharmaceuticals and the production of synthetic fibres.

Different types of glass fiber chemical pumps are available, such as corrosion resistant pumps, high temperature pumps, standard chemical process pumps and magnetic drive pumps. Chemical pumps are also widespread in water supply, heating, air conditioning, cooling and operating systems, fire protection, irrigation and rainwater. They are ideal for residential, industrial, horticultural and agricultural applications, especially for increasing pressure in environments with lower noise and piping, even corrosive, explosive or particulate.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial magnet accessories2
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- blade1
- brush1
- chip1
- industrial hose1
- lens1
- mold1
- plc3
- pump2
- racking2