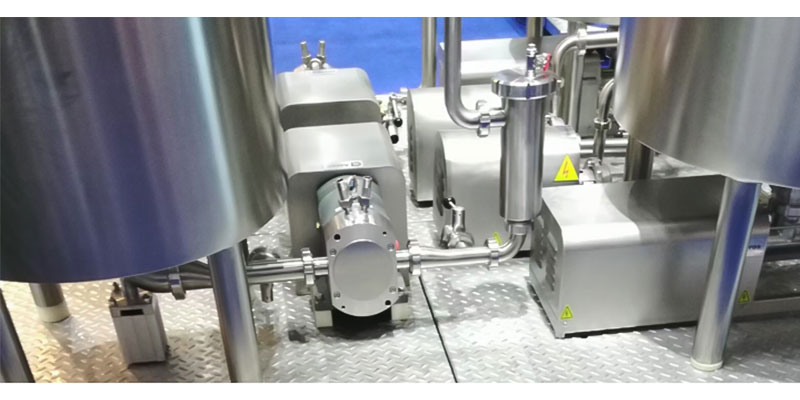
Beyond Price: The Real Cost of Choosing a Pump for Concentrated Juice
Let's be honest. In my role as a Procurement Manager, the price tag is often the first thing I see. My job is to manage costs. But a recent disaster with a "cost-effective" pump that failed to handle our 70° Brix mango puree—grinding our line to a halt for a full shift—taught me a brutal lesson.
The real cost of a pump isn't its purchase price. It's the total impact on my product quality, my production schedule, and my bottom line.
If you're sourcing a transfer pump for concentrated juices, syrups, or purees, looking beyond the initial quote is critical. Here are the three non-negotiable areas I now scrutinize, based on hard-won experience.
1. The Silent Product Killer: Shear Stress
You've invested heavily in evaporators and technology to concentrate the very essence of the fruit. Why would you let a pump undo all that work?
The Problem: Many pumps, especially high-speed centrifugals, operate like blenders. They rip apart the delicate cellular structure of the fruit. This "shearing" action destroys the fresh flavor notes, dulls the vibrant color, and can cause separation. The result? A final product that tastes cooked or processed, even before it's pasteurized.
The Question I Now Ask: "Can you demonstrate your pump's low-shear performance? Do you have a case study showing flavor preservation or Brix level stability?"
A pump that protects your product isn't an expense; it's an insurance policy for your brand's reputation.
2. The Hygiene Labyrinth: Cleanability is King
Concentrated sugar is a breeding ground for microbes. Any hidden cavity, seal, or dead zone in a pump is a sanitation risk and a QA nightmare.
The Problem: Complex pumps with many parts and tight tolerances are impossible to clean thoroughly. Manual tear-downs for cleaning are labor-intensive and create downtime. If your pump can't handle a rigorous Clean-In-Place (CIP) cycle, you're risking contamination and production delays.
The Question I Now Ask: "Show me the fluid path. Where are the dead legs? What is your Ra surface finish (I look for < 0.8 µm), and is it certified to sanitary standards like 3-A?"
A hygienic design isn't just about passing audits; it's about maximizing uptime and ensuring consumer safety.
3. The True Bottom Line: Total Cost of Ownership (TCO)
That cheap pump might look good on the procurement report, but what does it cost you over two years?
The Problem: A low-quality pump guzzles energy struggling with high viscosity. Its seals wear out quickly from abrasion. Unplanned downtime for repairs and the constant cost of replacement parts can dwarf the initial "savings."
The Calculation I Now Make: I evaluate Total Cost of Ownership:
Initial Purchase Price (the easy part)
Energy Consumption (how efficient is it under load?)
Maintenance & Parts (how often do seals/rotors need changing? How easy is it to service?)
Production Downtime (this is the giant, often hidden cost)
A slightly more expensive pump that runs efficiently for 20,000 hours with minimal downtime and easy CIP is, without a doubt, the cheaper option.

Why Bonve is your right lobe pump manufacturer to choose?
Bonve fabricates its sanitary lobe pumps in strict compliance with EHEDG guidelines and 3-A Sanitary Standards.
Hygienic-Centric Product Design: Avoiding Contamination Risks
- Streamlined, Dead-Corner-Free Pump Chamber: The inner cavity adopts a smooth, curved structure (without sharp edges or blind holes) that allows cleaning fluids (or steam) to flow evenly during CIP (Clean-in-Place) and SIP (Sterilize-in-Place) processes—eliminating hidden spots where bacteria or residues might accumulate.
- Food-Grade Sealing Solutions: We use seals certified by FDA. These seals are resistant to high temperatures (suitable for SIP) and chemical cleaning agents, while preventing fluid leakage or "cross-contamination" between the pump’s moving parts and the transferred medium.
- Quick-Disassembly Structure: Key components (such as lobes, seals, and pump covers) can be disassembled without special tools. This not only simplifies manual inspection and maintenance but also ensures that every part can be thoroughly cleaned—critical for industries like infant food or injectable pharmaceuticals where even minimal contamination is unacceptable.

High-Quality Hygienic Materials: From Source to Safety
- The materials of our pumps are carefully selected to meet hygienic-grade durability and safety:
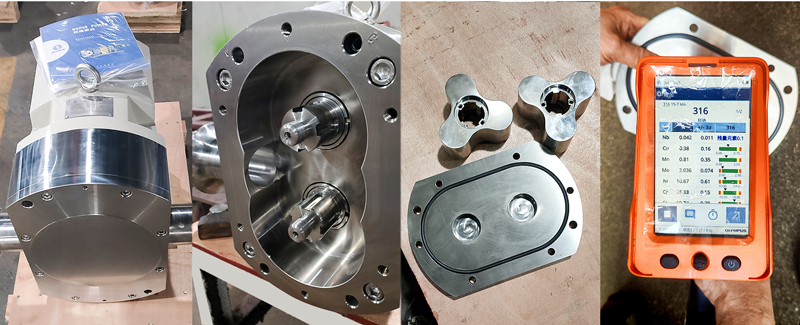
- 316/316L Stainless Steel for Wetted Parts: All parts that come into contact with the transferred fluid (lobes, pump body, inlet/outlet ports) are made of 316/316L stainless steel.
- Surface Finish Meeting Ra ≤ 0.8μm: The inner surface of the pump chamber is polished to a roughness of Ra ≤ 0.8μm. This ultra-smooth surface not only reduces fluid friction (protecting shear-sensitive media like yogurt or biological slurries) but also prevents residues from adhering—making cleaning faster and more thorough.
About BONVE
Top quality lobe pump manufacturer since 2001 | Pump solution supplier for high viscosity liquid

- 25+ Years of Expertise: Reliable technology and experience since 2001.
- Full-chain In-house Control: Independent design, R&D, and production with traceable quality.
- High-precision CNC Manufacturing: Guarantees product accuracy and consistency.
- Flexible Customization (OEM/ODM): Low MOQ options and competitive factory-direct pricing.
- Efficient Capacity & Delivery: 350+ units monthly output; 7-day lead time for standard pumps.
- Professional Seal Solutions: Expertly customized sealing systems—matched to media and conditions—for leak-free and safe operation.
- Full-cycle Technical Support: Senior sales engineers provide end-to-end guidance from design to project completion.
What are the critical advantaged of Bonve lobe pump to transfer high viscous products?

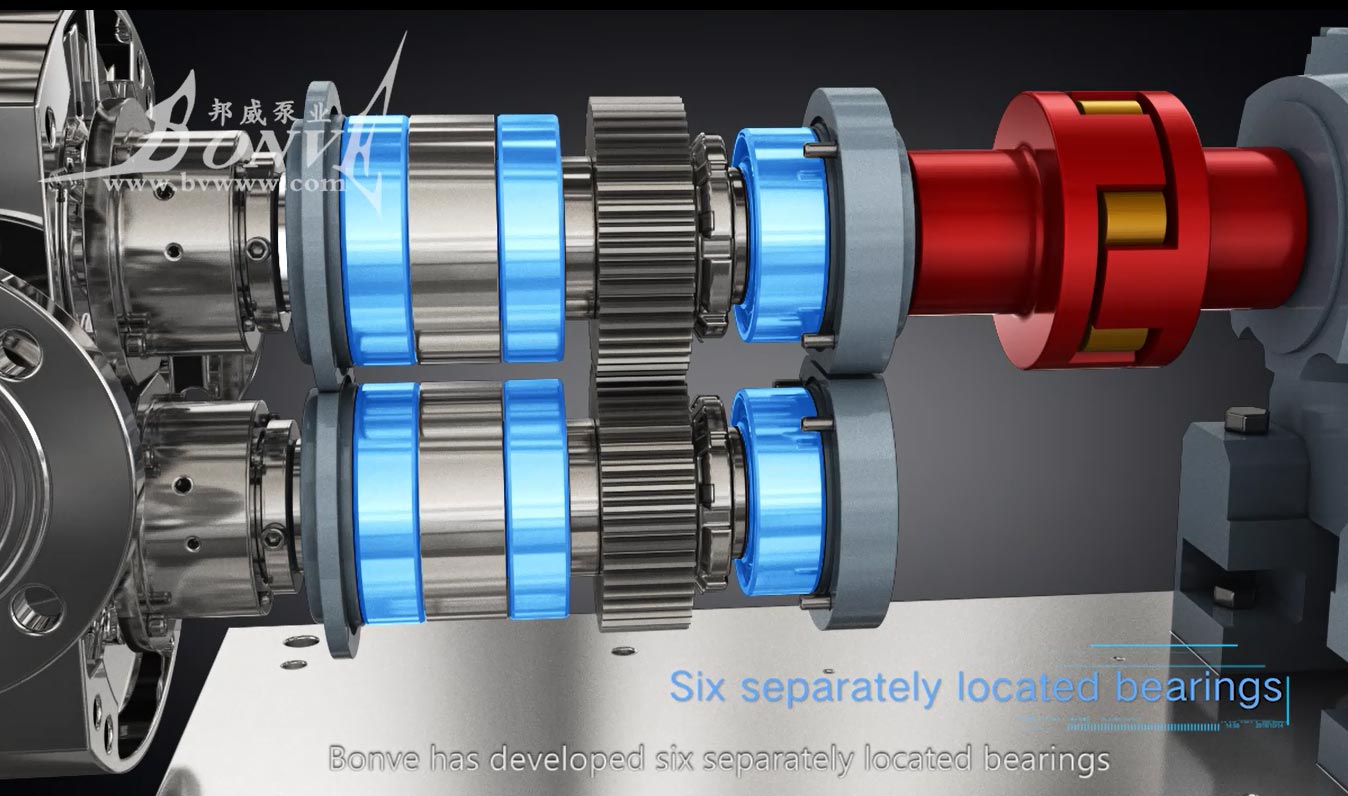
Special bearings tructure
The inner gear box is designed with six separately arranged bearing structures (each shaft has three bearings), so that the shaft is stressed at three points in one, and then processed by high-precision equipment, so that the rotor and the pump body have no friction coefficient.
This design greatly increases the concentricity of the pump operation, enhance the bearing capacity of the shaft and make the structure more stable, thereby increasing the service life of the shaft, the mechanical seal and complete pump.
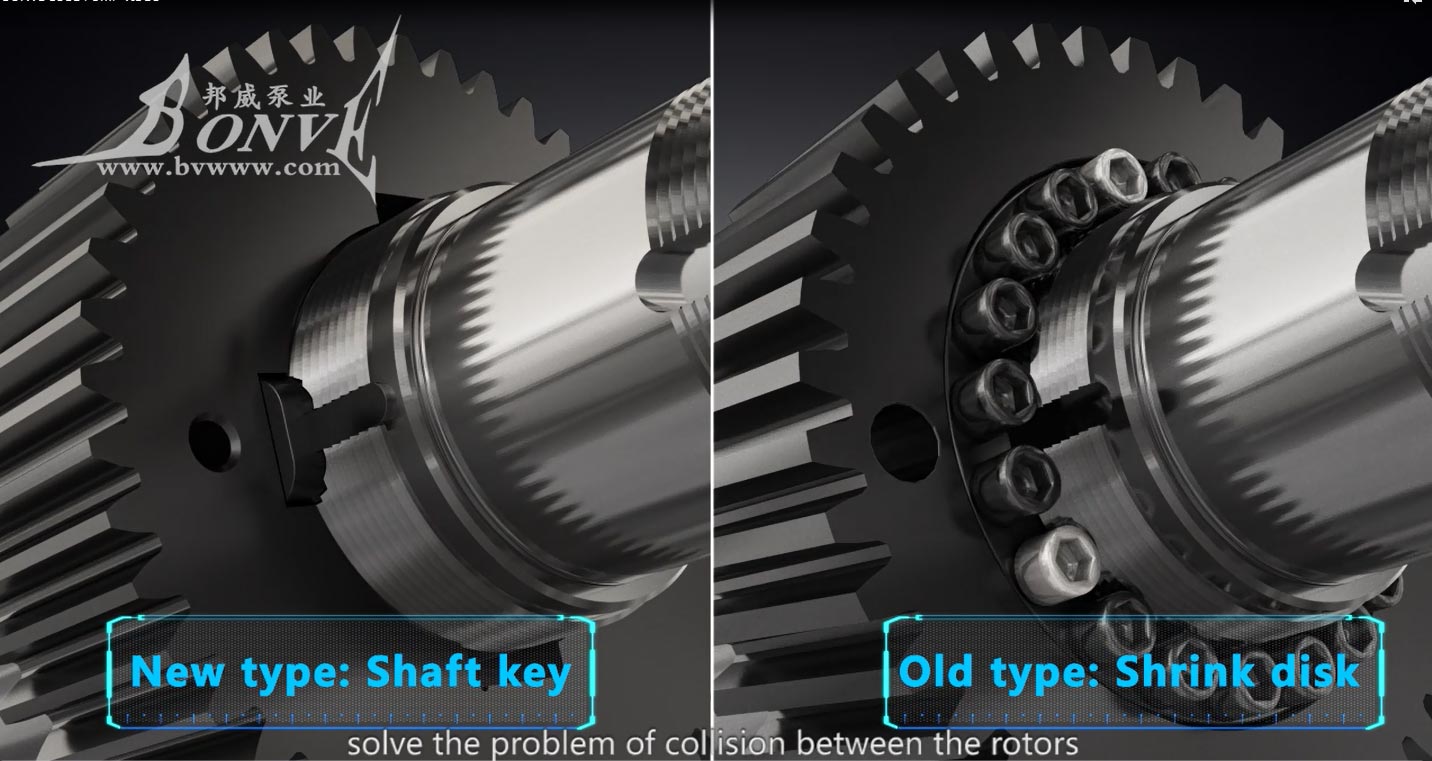
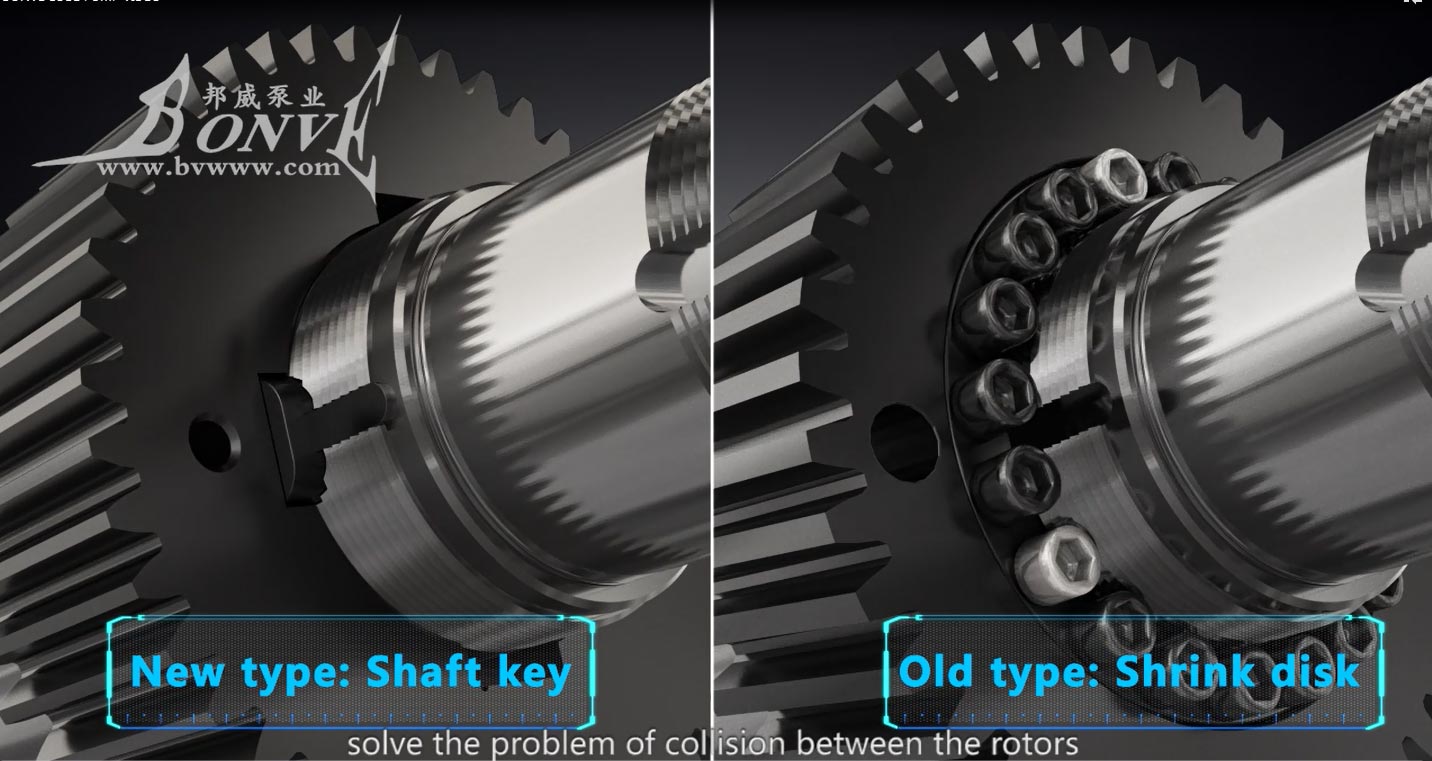
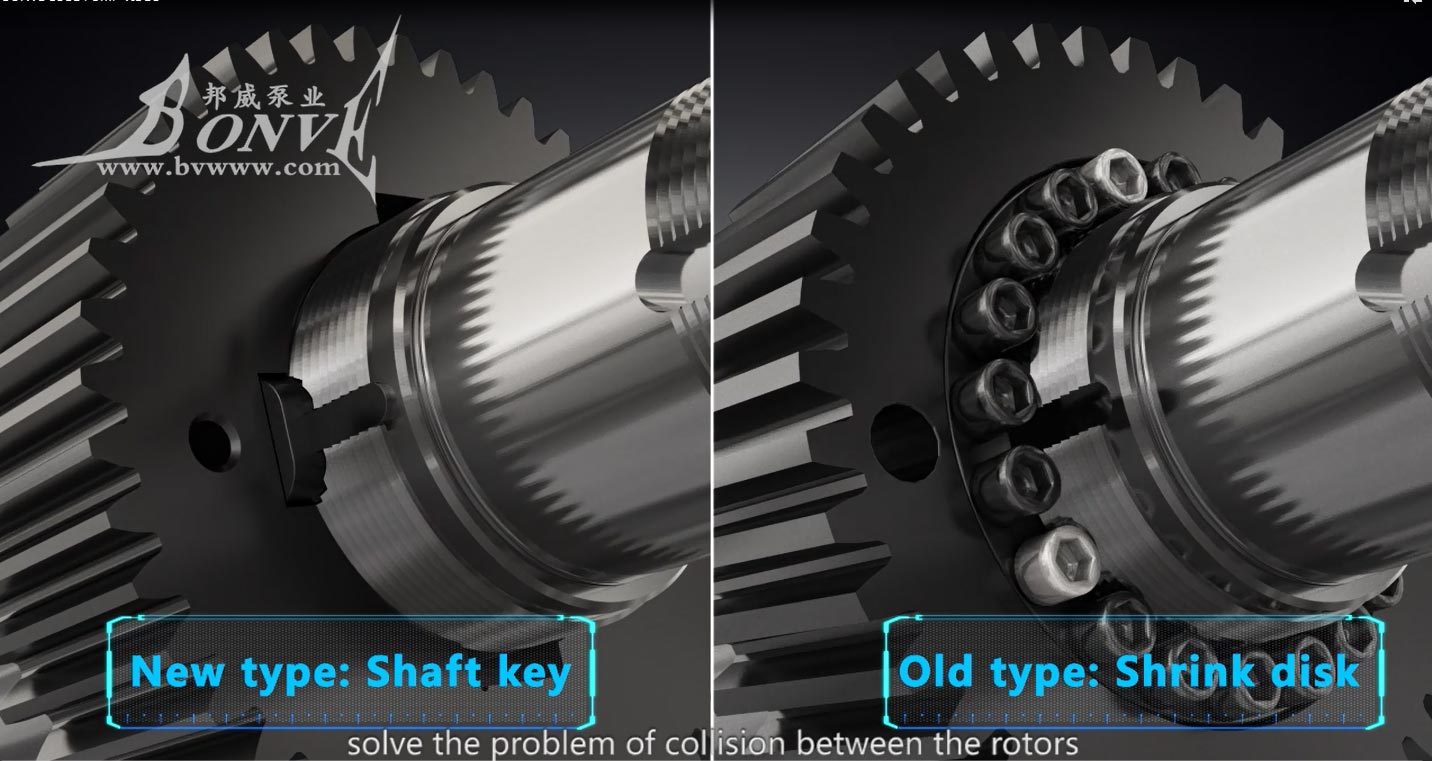
Special shaft fixing way
The combination of synchronous gear and shaft adopts key structure design to replace of shrink disk, so as to avoid the phenomenon of gear slipping or rotor collision when the pump is under high pressure, high viscousity and instant start.
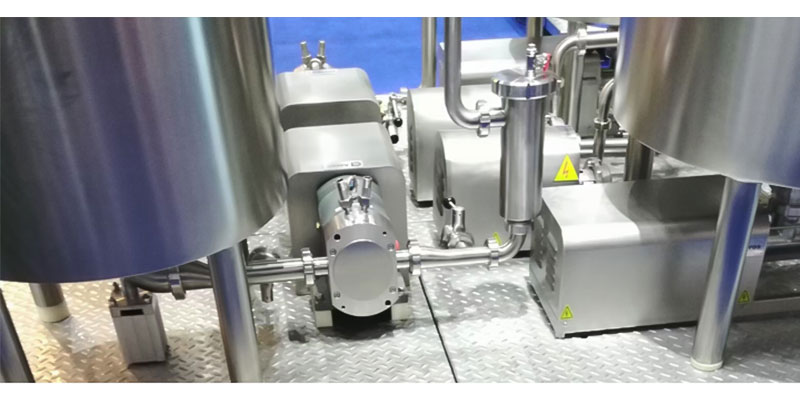
More details about concentrated juice lobe pump, pls click the below pump picture.

When a Sticky Situation Becomes a Costly One?
Your condensed milk line is running, producing that perfect, viscous, and sweet product. Suddenly, a pump fails. The high-sugar content causes the product to crystallize and stick in the lines. The cleanup is a nightmare, the downtime is expensive, and the risk of batch loss is high.
For anyone responsible for procuring equipment in the dairy industry, this isn't just a hypothetical—it's a real operational risk. Your condensed milk transfer pump is a critical piece of infrastructure. Its performance doesn't just move product; it protects your signature texture, ensures consistent quality, and safeguards your profitability.
This guide cuts through the complexity. We'll provide a clear, actionable framework for selecting a pump that handles the unique challenges of condensed milk, helping you make a decision that ensures reliability and protects your product.
1. Why Condensed Milk is a Uniquely Demanding Application?
Condensed milk isn't just "thick milk." Its high sugar content (typically 40-45%) creates specific challenges that rule out most standard pumps.
Extreme Viscosity & High Brix:
The intense thickness demands a pump capable of handling high-viscosity fluids with high suction capability and stable flow, without cavitation.
Sugar Crystallization & Abrasion:
In sweetened condensed milk, existing sugar crystals can be abrasive. A pump must handle this gently to avoid further crystal breakdown (affecting quality) and excessive wear (affecting maintenance costs).
Product Sticking & Hang-up:
The sticky nature of condensed milk means internal pump cavities must be designed to be fully swept and self-draining to prevent product buildup, which is a hygiene hazard.
Shear Sensitivity:
While less shear-sensitive than some dairy products, excessive mechanical shear from the wrong pump can still negatively impact viscosity and mouthfeel.
Hygiene and CIP:
Sticky residues are difficult to clean. The pump must be designed for highly effective and efficient Clean-in-Place (CIP) processes, adhering to 3-A hygienic standards.

2. The Buyer's Checklist: 4 Critical Dimensions for Selection
Dimension 1: Pump Technology – The Foundation of Performance
For condensed milk, Positive Displacement Pumps are the only serious choice. Specifically, Sanitary Rotary Lobe Pumps stand out because they are:
Built for Viscosity: Excel at moving thick products efficiently.
Low-Shear: Gentle on the product, preserving its physical properties.
Controlled Flow: Provide a consistent, non-pulsating transfer vital for filling and packaging.
Dimension 2: Materials & Hygienic Design – Non-Negotiable for Safety
The pump's construction is your first line of defense for food safety.
Wetted Parts: Must be 316L Stainless Steel for all product contact surfaces.
Surface Finish: A superior mirror polish (Ra < 0.8 µm) is crucial to prevent sticky condensed milk from adhering to surfaces and to allow for perfect cleaning.
Seals: Must be FDA-compliant elastomers (like EPDM or FKM) suitable for high-sugar products and CIP chemicals.
Certifications: Insist on 3-A Symbol Authorization to guarantee the hygienic design.
Dimension 3: Sealing System – Ensuring Containment and Uptime
The seal is the most common point of failure. For condensed milk, which can crystallize and abrade, this is critical.
Seal Type: A sanitary single mechanical seal is standard. For applications requiring absolute containment or higher pressures, a double mechanical seal is recommended.
Dimension 4: Total Cost of Ownership (TCO) – The True Measure of Value
The sticker price is just the beginning. The real cost is in the pump's entire lifecycle.
TCO = Purchase Price + Installation + Energy Consumption + Maintenance (Parts & Labor) + Cost of Downtime.
A robust, efficient pump may cost more upfront but saves thousands in reduced energy consumption, less frequent parts replacement, and, most importantly, avoided production stoppages.
Selecting the right condensed milk transfer lobe pump is a strategic decision that safeguards your brand's reputation for quality. By focusing on these five areas, you can make a confident, informed choice.
Feeling overwhelmed? We specialise in helping condensed milk producers like you find the perfect pumping solution.
Why Bonve is your right lobe pump manufacturer to choose?
Bonve fabricates its sanitary lobe pumps in strict compliance with EHEDG guidelines and 3-A Sanitary Standards.
Hygienic-Centric Product Design: Avoiding Contamination Risks
- Streamlined, Dead-Corner-Free Pump Chamber: The inner cavity adopts a smooth, curved structure (without sharp edges or blind holes) that allows cleaning fluids (or steam) to flow evenly during CIP (Clean-in-Place) and SIP (Sterilize-in-Place) processes—eliminating hidden spots where bacteria or residues might accumulate.
- Food-Grade Sealing Solutions: We use seals certified by FDA. These seals are resistant to high temperatures (suitable for SIP) and chemical cleaning agents, while preventing fluid leakage or "cross-contamination" between the pump’s moving parts and the transferred medium.
- Quick-Disassembly Structure: Key components (such as lobes, seals, and pump covers) can be disassembled without special tools. This not only simplifies manual inspection and maintenance but also ensures that every part can be thoroughly cleaned—critical for industries like infant food or injectable pharmaceuticals where even minimal contamination is unacceptable.
High-Quality Hygienic Materials: From Source to Safety
- The materials of our pumps are carefully selected to meet hygienic-grade durability and safety:
- 316/316L Stainless Steel for Wetted Parts: All parts that come into contact with the transferred fluid (lobes, pump body, inlet/outlet ports) are made of 316/316L stainless steel.
- Surface Finish Meeting Ra ≤ 0.8μm: The inner surface of the pump chamber is polished to a roughness of Ra ≤ 0.8μm. This ultra-smooth surface not only reduces fluid friction (protecting shear-sensitive media like yogurt or biological slurries) but also prevents residues from adhering—making cleaning faster and more thorough.
About BONVE
Top quality lobe pump manufacturer since 2001 | Pump solution supplier for high viscosity liquid
- 25+ Years of Expertise: Reliable technology and experience since 2001.
- Full-chain In-house Control: Independent design, R&D, and production with traceable quality.
- High-precision CNC Manufacturing: Guarantees product accuracy and consistency.
- Flexible Customization (OEM/ODM): Low MOQ options and competitive factory-direct pricing.
- Efficient Capacity & Delivery: 350+ units monthly output; 7-day lead time for standard pumps.
- Professional Seal Solutions: Expertly customized sealing systems—matched to media and conditions—for leak-free and safe operation.
- Full-cycle Technical Support: Senior sales engineers provide end-to-end guidance from design to project completion.
What are the critical advantaged of Bonve lobe pump to transfer high viscous products?
Special bearings tructure
The inner gear box is designed with six separately arranged bearing structures (each shaft has three bearings), so that the shaft is stressed at three points in one, and then processed by high-precision equipment, so that the rotor and the pump body have no friction coefficient.
This design greatly increases the concentricity of the pump operation, enhance the bearing capacity of the shaft and make the structure more stable, thereby increasing the service life of the shaft, the mechanical seal and complete pump.
Special shaft fixing way
The combination of synchronous gear and shaft adopts key structure design to replace of shrink disk, so as to avoid the phenomenon of gear slipping or rotor collision when the pump is under high pressure, high viscousity and instant start.
More details about condensed milk lobe pump, pls click the below pump picture.

How to choose a Yourt Transfer Pump?
As a procurement or production manager in a yogurt manufacturing facility, you know that every piece of equipment on your line impacts your final product. But few are as critical—and as potentially problematic—as the pump that transfers your delicate yogurt. Choosing the wrong pump can lead to a host of issues: from compromised texture and syneresis (whey separation) to clogged lines and costly downtime.
This guide isn't written by a salesperson. It's written from the perspective of someone who understands your challenges. Think of it as a checklist from a fellow industry professional to help you navigate the selection process and make an investment that protects your product quality and your bottom line.
First, let's reframe the objective. The goal isn't just to move yogurt from Tank A to Filler B. The goal is to do so while perfectly preserving the viscosity, mouthfeel, and live cultures you've worked so hard to cultivate. Your lobe pump is a guardian of quality. This mindset is crucial for evaluating options beyond just the initial price tag.
Second, use these five dimensions as your core evaluation criteria when speaking with potential suppliers.
1. Gentle Handling & Low-Shear Performance
-
Key Question to Ask: "How does your pump demonstrate its low-shear properties, and how can it protect the texture of our Greek or stirred yogurts?"
-
What to Look For: Avoid centrifugal pumps that impart high shear. Instead, focus on positive displacement pumps like Rotary Lobe Pumps. Their low-speed, continuous flow action is ideal for shear-sensitive products. Ask about the pump's RPM range and how its design minimizes mechanical agitation.
2. Ability to Handle Complex Recipes
-
Key Question to Ask: "What is the maximum viscosity (in cP) this pump can handle? Can it convey yogurt with fruit pieces, jam, or granola inclusions without damaging them?"
-
What to Look For: Inquire about the pump's "particle-handling capability." The size of the pump's lobes and the internal clearances will determine if it can pass inclusions smoothly. Request to test the pump with your actual product mix.
3. Hygiene Standards & Cleaning Efficiency
-
Key Question to Ask: "Are all wetted parts made of 316L or equivalent stainless steel? What is the surface finish? Is it fully CIP/SIP capable, and how easy is it for manual disassembly and inspection?"
-
What to Look For: Demand hygienic design certifications like 3-A or EHEDG. A pump that cleans quickly and thoroughly reduces downtime and labor costs. The ability to perform Clean-in-Place (CIP) is non-negotiable for modern dairy operations.
4. Efficiency, Reliability & Total Cost of Ownership (TCO)
-
Key Question to Ask: "What is the typical energy consumption? What are the maintenance intervals, and how easy and costly is it to replace wear parts like seals?"
-
What to Look For: Think beyond the purchase price. A slightly more expensive but robust, energy-efficient, and easy-to-maintain pump will have a lower TCO over its lifespan. Reliability is cheaper than frequent repairs and production stoppages.
5. Supplier Expertise & Support
-
Key Question to Ask: "Can you provide case studies or references from other yogurt producers? What does your technical support and spare parts availability look like?"
-
What to Look For: You're not just buying a machine; you're choosing a partner. A supplier who deeply understands dairy processing can offer invaluable advice and reliable long-term support.

Selecting the right yogurt transfer lobe pump is a strategic decision that safeguards your brand's reputation for quality. By focusing on these five areas, you can make a confident, informed choice.
Feeling overwhelmed? We specialise in helping yogurt producers like you find the perfect pumping solution.
Why Bonve is your right lobe pump manufacturer to choose?

- 25+ Years of Expertise: Reliable technology and experience since 2001.
- Full-chain In-house Control: Independent design, R&D, and production with traceable quality.
- High-precision CNC Manufacturing: Guarantees product accuracy and consistency.
- Flexible Customization (OEM/ODM): Low MOQ options and competitive factory-direct pricing.
- Efficient Capacity & Delivery: 350+ units monthly output; 7-day lead time for standard pumps.
- Professional Seal Solutions: Expertly customized sealing systems—matched to media and conditions—for leak-free and safe operation.
- Full-cycle Technical Support: Senior sales engineers provide end-to-end guidance from design to project completion.
What are the critical advantaged of Bonve lobe pump to transfer high viscous products?
Special bearings tructure
The inner gear box is designed with six separately arranged bearing structures (each shaft has three bearings), so that the shaft is stressed at three points in one, and then processed by high-precision equipment, so that the rotor and the pump body have no friction coefficient.
This design greatly increases the concentricity of the pump operation, enhance the bearing capacity of the shaft and make the structure more stable, thereby increasing the service life of the shaft, the mechanical seal and complete pump.
Special shaft fixing way
The combination of synchronous gear and shaft adopts key structure design to replace of shrink disk, so as to avoid the phenomenon of gear slipping or rotor collision when the pump is under high pressure, high viscousity and instant start.
More details about Yogurt lobe pump, pls click the below pump picture.

Pouring thick honey or squeezing dense ketchup shows how hard it is to move “sticky” substances—even harder on an industrial scale, where gallons of chocolate syrup, motor oil, or yogurt need hourly transfer. Regular pumps often clog, damage products, or fail to move fluids evenly. But lobe pumps solve these issues, making them the top choice for viscous transfers. Here’s why, in simple terms.
First, lobe pump uses a “gentle grabbing” design. Unlike pumps that rely on high pressure or fast parts (which tear or heat viscous products), they have 2-3 rotating “lobes” (soft, curved paddles) in a chamber. The lobes spin in sync but never touch each other or the chamber walls. As they turn, they form sealed pockets that “trap” the product and move it from inlet to outlet—like a conveyor belt for thick fluids. This “positive displacement” ensures consistent flow, no matter how thick the fluid. For example, transferring creamy peanut butter won’t grind its nuts; the lobes keep the texture intact.
Second, they handle clogs and resistance easily. Viscous products push back harder than thin liquids, and regular centrifugal pumps lose power, spin faster, or overheat. Lobe pumps thrive here: their slow, steady rotation generates enough force to move thick fluids without strain. Their wide, smooth internal chambers have no tight gaps, so products like berry jam won’t get stuck—no clogs or backups.
Lobe pump also keeps sensitive viscous products “happy.” Items like cosmetics, dairy, or pharmaceuticals lose quality if heated, mixed roughly, or exposed to air. Lobe pumps offer low shear (no rubbing/tearing, so face cream won’t separate or chocolate burn) and airtight transfer (no bubbles in syrup or lotion). This ensures consistent product quality—critical for most businesses.
Lastly, they’re easy to clean. Viscous fluids like molasses leave tough residues, but lobe pumps have smooth, crevice-free stainless steel surfaces. No hidden spots for buildup, and CIP (Clean-in-Place) systems work fast. You won’t waste time taking pumps apart to scrape dried product.
In short, lobe pumps are ideal for viscous products: gentle, reliable, and kind to both product and workflow. They fix the biggest transfer headaches—no clogs, damage, or inconsistent flow. If regular pumps struggle with your viscous products, a lobe pump isn’t just better—it’s the one that works, every time.
Why Bone is your right lobe pump manufacturer to choose?

- 25+ Years of Expertise: Reliable technology and experience since 2001.
- Full-chain In-house Control: Independent design, R&D, and production with traceable quality.
- High-precision CNC Manufacturing: Guarantees product accuracy and consistency.
- Flexible Customization (OEM/ODM): Low MOQ options and competitive factory-direct pricing.
- Efficient Capacity & Delivery: 350+ units monthly output; 7-day lead time for standard pumps.
- Professional Seal Solutions: Expertly customized sealing systems—matched to media and conditions—for leak-free and safe operation.
- Full-cycle Technical Support: Senior sales engineers provide end-to-end guidance from design to project completion.
What are the critical advantaged of Bonve lobe pump to transfer high viscous products?
Special bearings tructure

The inner gear box is designed with six separately arranged bearing structures (each shaft has three bearings), so that the shaft is stressed at three points in one, and then processed by high-precision equipment, so that the rotor and the pump body have no friction coefficient.
This design greatly increases the concentricity of the pump operation, enhance the bearing capacity of the shaft and make the structure more stable, thereby increasing the service life of the shaft, the mechanical seal and complete pump.
Special shaft fixing way
The combination of synchronous gear and shaft adopts key structure design to replace of shrink disk, so as to avoid the phenomenon of gear slipping or rotor collision when the pump is under high pressure, high viscousity and instant start.
Seal brush is widely used in data center. The functions are temperature control and cable management. Ba Jie Brush offer solution for data center sealing. Brushes can be installed on entry door, cabinet and floor.
In data center, chips in computer will get high temperature. For safety purpose and keep dust out, sealing brush is necessary. These brushes let cables pass, but stop dirt and pest.
In a word, sealing brush is ideal solution for a safe and clean data center.
Below I will introduce some main types of sealing brush for data center.
This brush is for sealing rack cabinet and installed on backside for cable entry. The backing material(profile) is rigid PVC.

This brush is made by flexible rubber back, which tufted with nylon bristle. It is easy for installation by clip it on metal sheet.

1U Brush Panel
The profile material is steel(galvanized steel or aluminum). Inside the profile is a metal channel strip brush.

Brush Grommet
It can be round shape or square shape for cable entry. The profile material is plastic which is light weight. With high density of bristle, the sealing performance is wonderfully.

Above are all types of sealing brushes you can choose for your data center.
A Strip Brush is a industrial tool featuring a straight, linear form. Comprised of bristles attached to strip body, these brushes come in various bristle materials, including synthetic fibers, natural fibers, animal hair, and steel wire. Depending on the base material, strip brushes can be classified into three primary types: Metal Channel Strip Brushes, Flexible Strip Brushes, and Lath Strip Brushes.
Let’s dive into each type and their unique features:
1, Metal Channel Strip Brush
The Metal Channel Strip Brush is constructed using a metal channel back, typically made of galvanized steel or stainless steel. The bristles are securely held in place by an anchor wire that clamps them into the U-channel backing. This type of brush is primarily used in sealing applications and is often installed on aluminum profiles to provide a tight, reliable seal. Additionally, it can be shaped into a cylindrical spiral brush by winding it around a steel tube, making it ideal for specialized industrial tasks such as dust control, debris removal, and sealing.

Key Benefits:
- High Strength: Thanks to its steel base.
- High Sealing Performance: Bristle density is high, which is good for sealing.
- Customizable: Available in different sizes, making it adaptable to specific applications.
2, Flexible Strip Brush
The Flexible Strip Brush is an upgraded version of the metal channel strip brush, designed with a TPE/TPV rubber base. This flexible backing provides superior resistance to high temperatures, allowing the brush to perform in demanding conditions. Due to its flexibility, this type of brush can easily conform to irregular shapes or arcs, making it ideal for complex sealing tasks.

Flexible strip brushes are typically available in various base shapes, including:
- H/F Shape
- Clip-on Base
- Extruded Base
Key Benefits:
- Flexibility: Can be installed on curved or irregular surfaces.
- High-Temperature Resistance: Ideal for industrial environments with varying temperatures.
- Various Applications
3, Lath Strip Brush
The Lath Strip Brush features a rigid plastic base made from materials such as PVC, PP (Polypropylene), Nylon, PE (Polyethylene), or even wood. The bristles are tufted directly onto the plastic base, which is designed to be either straight or at a specific angle. Lath strip brushes are ideal for a wide range of applications, including sealing, cleaning, washing, and dust removal.

Key Benefits:
- Customizable Bristle Angles
- Durability
- Cost-Effective
Strip brushes are commonly used industrial brushes used for a variety of applications, from sealing gaps to cleaning surfaces. By choosing the appropriate type, its function can ensure efficient, reliable performance in their operations. Whether you need high flexibility, robust durability, or precise sealing, strip brushes offer versatile solutions that are custom-tailored for various industrial needs.
Industrial brush is widely used for many applications and available in different shapes. It is hard to see them in daily life as normally they work in factories and plants for industrial purposes.
Types Of Industrial Brush
There are 4 main types for industrial brush.
This is a most commonly used one for industrial brush. It is in round shape, and consist of shaft, body and filament. Body are tufted with filament, then installed on shaft. The application is more than we can imagine. Below are some industries:
- Rolling Mills
- Fruit And Vegetable Processing
- Woodworking
- Cow Scratching
- Plate Processor
- Conveyor Cleaning
- Glass Washing
- Solar Panel Cleaning
- Pharmaceutical Industry

This brush is in strip form, and its main application is for industrial sealing for doors. The backing can be metal channel, flexible rubber or rigid plastic. Below are some of its applications:
- Door And Window Sealing
- Production Line Sealing
- Concrete Block Production
- Data Center
- Woodworking
- Conveyor Cleaning
- Metal Sheet Or Window Fabrication

3, Disc Brush
This kind industrial brush is made by round plastic plate combined with filament on one side. Center of plastic plate is with a mounting hole. Tufted disc brush and moulded disc brush are all available. Below are some main applications:
- Road Sweeping
- Floor Scrubbing
- CNC Machine
- Aluminum Wheel Polishing
- Drill Bit

This brush is 2 or 4 wires twisted with filament. The top can be cut, one tuft, plastic cap, bend. The end can be handle, threaded, loop, cut. Below are some main applications:
- Boiler Cleaning
- Tube Cleaning
- Pipe Cleaning
- Engine Polishing And Deburring
- Valve Guide Cleaning
- Medical Device Cleaning

Above are 4 main types for industrial brushes. There are also many nonstandard brushes for industries purposes.
Bristle Materials For Industrial Brush
How to choose bristle materials is very important when producing industrial. It depends on materials of working surface. From light duty to heavy duty, the bristle materials are:
- Nylon
- Polypropylene
- PBT
- PE
- Horse Hair
- Pig Hair
- Goat Hair
- Tampico
- Abrasive Filament
- Steel Wire
- Stainless Steel Wire
- Brass Wire
- Brass Coated Wire
- Phosphorous Bronze
Strip brushes are versatile industrial components widely used across multiple industries, including door and window sealing, conveyor belt cleaning, concrete block production, dust prevention, and machinery protection. The performance and lifespan of a strip brush largely depend on the strip brush material chosen. In this article, we will explore the most common options for both the backing and the bristles, helping you select the right material for your application.

Structure of a Strip Brush
A standard strip brush is composed of two main parts:
- Metal Backing
typically formed into a U-shape, providing the structural base. - Bristles
securely clamped into the backing with a retaining rod, designed to perform sealing, cleaning, or polishing tasks.
By combining different backing and bristle materials, manufacturers can create customized brushes that meet diverse industrial requirements.
Metal Backing Materials
Galvanized Steel Strip Brush
A Galvanized steel strip brush is the most commonly used type because it meets the needs of general applications while remaining cost-effective. Galvanized steel is durable, corrosion-resistant under normal conditions, and ideal for sealing doors, windows, and conveyor systems. For example, galvanized steel backing is widely applied in door bottom sweep brushes, offering a reliable and affordable sealing solution.
Stainless Steel Strip Brush
When higher performance is required, a stainless steel strip brush is the preferred choice. Stainless steel provides superior rust resistance, making it suitable for industries where hygiene and durability are critical. In the food and pharmaceutical sectors, stainless steel ensures cleanliness, while in chemical environments exposed to acids, alkalis, or moisture, stainless steel backing prevents premature corrosion and extends product lifespan.

Bristle Materials
The bristles of a strip brush can be made from a variety of materials, each designed for specific applications.
Nylon Strip Brush
A Nylon strip brush is one of the most popular options, known for its excellent flexibility, durability, and wear resistance. Nylon performs well under repeated friction and is suitable for sealing, dust removal, and light cleaning tasks. It also has better resilience compared to polypropylene, making it ideal for long-term use.

Steel Wire Strip Brush
For heavy-duty applications, a steel wire strip brush is the best option. Steel wire bristles provide aggressive cleaning, rust removal, and surface preparation. These brushes are often used in industrial cleaning equipment, welding applications, and environments where high-strength abrasion is required.
Horsehair Strip Brush
A horsehair strip brush is softer compared to synthetic and metal bristles, offering excellent anti-static properties. This makes horsehair ideal for delicate applications such as electronics, laboratory equipment, and fine dust cleaning, where static discharge could cause damage.
Other Bristle Materials
- Polypropylene
Affordable and lightweight, commonly used for general sealing and dust prevention. - Tampico
A natural fiber with good heat resistance, often used in woodworking for polishing and finishing applications.
Choosing the Right Strip Brush Material
Selecting the proper strip brush material depends on your specific application needs:
- For cost-effective sealing: choose galvanized steel strip brushes with polypropylene bristles.
- For environments requiring corrosion resistance: choose stainless steel strip brushes with nylon or horsehair bristles.
- For heavy-duty cleaning: choose steel wire strip brushes.
- For delicate or anti-static tasks: choose horsehair strip brushes.

In modern industrial production, cleanliness is a critical factor in many industries, such as food processing, electronics manufacturing, and biomedicine. To ensure a clean and sterile production environment, air showers have emerged as an efficient and essential device. They serve not only as a physical barrier but also as an invisible guardian, ensuring product quality and safety.
Necessity and Importance
Air showers are the essential gateway between non-clean areas and clean areas. Their importance lies in their ability to effectively reduce dust, particles, and bacteria introduced by people and goods entering and exiting the cleanroom, thereby maintaining high cleanliness levels within the cleanroom. This equipment uses high-pressure clean airflow to fully drench the human body, rapidly removing attached contaminants and providing a solid defense for the cleanroom.
Multiple Functions and Intelligent Applications
Air showers are more than just simple showering equipment; they incorporate a variety of intelligent features. For example, smart air showers provide voice prompts to guide users through the showering process, improving efficiency while ensuring a thorough cleansing experience. Furthermore, the front and rear doors of the air shower room feature electronic interlocking, preventing the ingress of unpurified air and further enhancing its function as an "airlock."
In terms of automated control, modern air showers generally utilize PLC intelligent control. LED displays provide real-time information on the air shower's operating status, the interlocking status of the two doors, and the progress of the shower cycle, providing operators with clear and intuitive feedback. Furthermore, the introduction of infrared sensing automatic showering technology makes the air shower process more intelligent and user-friendly, reducing manual operation while improving showering accuracy and efficiency.

Wide Application and Scenario Adaptability
Due to its wide applicability and flexibility, it has been widely used across various industries. In the food industry, it helps reduce cross-contamination within production workshops and ensure product hygiene quality. In electronics manufacturing, it effectively prevents dust from affecting precision equipment, improving product yield and reliability. In the https://www.klcintl.com/biopharmaceutical industry, it is a critical device for maintaining a sterile environment and preventing microbial contamination. Furthermore, various types and specifications have been developed to meet the needs of different industries and scenarios, such as single-person single-blow air showers, multi-person double-blow air showers, and corner air showers, to meet the needs of different occasions. Furthermore, a variety of materials are available, including stainless steel, steel plates, and color-coated steel plates, to meet the corrosion resistance and aesthetic requirements of different environments.
In air conditioning systems for high-purity environments such as cleanrooms, fan-filter units (FFU) are one of the core devices for achieving air cleanliness control. Through their efficient air filtration and stable airflow distribution, FFU ensure the purity and uniform distribution of indoor air. They work collaboratively with dry coil units (DC) and other components to maintain cleanroom environmental conditions.

High-Efficiency Air Filtration and Airflow Distribution
FFU, with their built-in HEPA filters, remove airborne particles, including dust, bacteria, and viruses, ensuring that the air delivered to the cleanroom meets high cleanliness standards.
FFU also utilize their built-in fans to create stable vertical laminar or turbulent airflow, preventing localized contamination. This stable airflow is crucial for maintaining cleanroom cleanliness, especially in the https://www.klcintl.com/semiconductor manufacturing and https://www.klcintl.com/biopharmaceutical industries, where cleanliness requirements are extremely high.
Cooperation and Application Scenarios
In dry coil systems, FFU work collaboratively with dry coil units (DC) and other components, such as the main air handling units (MAU). The MAU is responsible for introducing and processing outdoor fresh air, removing particulate matter through primary and secondary filtration, and conditioning the fresh air to the specified temperature and humidity.
The fresh air treated by the MAU is mixed with a portion of the return air, filtered by the FFU, and then delivered to the cleanroom. The indoor air is cooled or heated by the dry coil before being recirculated to the return air duct and mixed with the fresh air, forming a closed-loop air circulation system.
The FFU operates continuously to maintain air circulation frequency and ensure indoor air cleanliness. The dry coil adjusts the chilled water flow or temperature based on temperature sensors, handling only the sensible heat load and avoiding interference with temperature and humidity control. This clear division of labor improves overall system performance and reliability.
Among the many FFU products available, the KLC FFU is an excellent choice on the market for its superior performance and flexible design. Utilizing KLC's proprietary high-efficiency filters, the KLC FFU achieves highly efficient air filtration, ensuring high indoor air cleanliness.

Its compact design makes it easy to install and maintain, while also offering low noise levels and high energy efficiency, meeting the requirements of various cleanliness levels. The KLC FFU also offers flexible installation options and intelligent control options, enabling single-unit manual control or group monitoring of multiple units, adapting to cleanroom applications ranging from small to large-scale.
The KLC FFU has demonstrated outstanding performance in practical applications, particularly in fields such as https://www.klcintl.com/semiconductor manufacturing, https://www.klcintl.com/biopharmaceuticals, and precision electronic assembly, providing users with efficient and reliable air purification solutions. Its efficient filtration performance and stable airflow distribution effectively prevent condensation from contaminating wafers, ensuring a sterile environment in pharmaceutical production while also safeguarding the accuracy and stability of the equipment.
The KLC FFU's low noise operation and energy-efficient design also excel in cleanrooms with stringent environmental requirements, making it an ideal air filtration option.
As the core air filtration device in dry coil systems, the FFU provides a reliable solution for high-purity environments such as cleanrooms through its efficient filtration capacity and stable airflow distribution. Its synergistic operation with the dry coil and other components further optimizes system performance and reliability.
In fields such as https://www.klcintl.com/semiconductor manufacturing, https://www.klcintl.com/biopharmaceuticals, and precision electronic assembly, the FFU has become a critical piece of equipment for maintaining high-purity environments, ensuring efficient and stable production processes.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial magnet accessories2
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- blade1
- brush1
- chip1
- industrial hose1
- lens1
- mold1
- plc3
- pump2
- racking2